您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 规章制度 > 关于提高厌氧系统去除效率的研究王峰
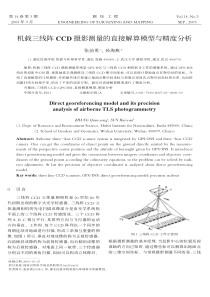
204关于提高厌氧系统去除效率的研究王峰,唐元顺(安徽丰原生物化学股份有限公司,安徽蚌埠233010)摘要:通过分析某公司IC厌氧反应器处理效率下降沼气中甲烷含量偏低的原因,提出通过增加厌氧出水的循环量、降低沼气柜配重、补充厌氧颗粒污泥等方法改善厌氧去除效率,增加沼气中甲烷含量,从而提高厌氧系统的运行效率。关键词:IC厌氧反应器;废水;循环量前言废水厌氧生物技术由于其巨大的处理能力和潜在的应用前景,一直是水处理技术研究的热点。从传统的厌氧接触工艺发展到现今广泛流行的UASB工艺,废水厌氧处理技术已日趋成熟。随着生产发展与资源、能耗、占地等因素间矛盾的进一步突出,现有的厌氧工艺又面临着严峻的挑战,尤其是如何处理生产发展带来的大量高浓度有机废水,使得研发技术经济更优化的厌氧工艺非常必要。内循环厌氧处理技术(以下简称IC厌氧技术)就是在这一背景下产生的高效处理技术,它是荷兰由PAQUES公司在第二代厌氧反应器(UASB)的基础上于20世纪80年代中期开发成功的第三代高效厌氧反应器[1]。PAQUES公司于1988年建立了第一个生产性规模的IC反应器。经过十几年的发展,IC反应器已成功应用于多种工业的生产规模废水处理,从低浓度到高浓度的有机废水[2](如奶制品厂、食品加工厂及酿酒厂的废水)通过缩短水力停留时间或增加容积负荷等来处理不同的水质。我国于1996年引进该技术用于啤酒废水的处理[3],并对该技术进行研究。实际应用的IC反应器多为国外引进,但已有自主生产的IC反应器用于生产规模的废水处理[4]。它具有占地省、投资少、处理效率高、处理量大、启动周期短、运行稳定等优点,成为近年来研究的热点。1IC厌氧反应器和配套设备及处理的废水介绍某公司污水处理站始建于2005年,采用两级IC厌氧+好氧的处理装置,其中IC厌氧反应器,高20米,直径10米,采用中温厌氧发酵去除废水中的COD,同时污水处理站配套一座ф15*5沼气柜,用于回收厌氧系统产生的沼气。建造的污水处理系统主要用于处理酒精生产过程中产生的蒸馏发酵成熟醪后排出的酒精糟、生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。此股废水属于是高浓度、高温度、高悬浮物、低PH的有机废水。如果生产系统排水水量、水质不正常,可能会影响厌氧系统的去除效率。2厌氧反应的主要阶段及出现效率下降的特征2.1厌氧反应的主要阶段一般来说,厌氧反应主要分为四个阶段。2.1.1水解阶段高分子有机物由于其大分子体积,不能直接通过厌氧菌的细胞壁,需要在微生物体外通过胞外酶加以分解成小分子。废水中典型的有机物质比如纤维素被纤维素酶分解成纤维二糖和葡萄糖,淀粉被分解成麦芽糖和葡萄糖,蛋白质被分解成短肽和氨基酸。分解后的这些小分子能够通过细胞壁进入到细胞的体内进行下一步的分解。2.1.2酸化阶段上述的小分子有机物进入到细胞体内转化成更为简单的化合物并被分配到细胞外,这一阶段的主要产物为挥发性脂肪酸(VFA),同时还有部分的醇类、乳酸、二氧化碳、氢气、氨、硫化氢等产物产生。2.1.3产乙酸阶段在此阶段,上一步的产物进一步被转化成乙酸、碳酸、氢气以及新的细胞物质。2.1.4产甲烷阶段在这一阶段,乙酸、氢气、碳酸、甲酸和甲醇通过产甲烷菌转化成甲烷、二氧化碳和新的细胞物质。这一阶段也是整个厌氧过程昀为重要的阶段和整个厌氧反应过程的限速阶段。所以保证产甲烷菌的活性是整个厌氧处理的关键。2.2效率下降的特征由图1可知,近时期由于生产系统排水水质不稳定使IC厌氧反应器的进水PH由6.8下降至5.6,导致厌氧系统2011年第1期2011年1月化学工程与装备ChemicalEngineering&Equipment205COD去除效率明显下降。从图2可知,一级厌氧COD的去除率从78%下降至62%,二级厌氧COD的去除率从25%下降至1%,总厌氧COD的去除率从82%下降至64%。同时从图3可知,沼气中的甲烷体积含量从61%下降至49%,而二氧化碳体积含量从24%上升至40%。从以上运行数据可知,此系统存在重大环保隐患,如不及时对工艺进行调整,不仅可能会影响厌氧系统去除效率,而且将会增大后期好氧系统的负荷。5.55.75.96.16.36.56.76.97.17.37.51234567891011121314151617181920212223242526272829PH值PHvalue系统运行时间Runningtimeofthesystem//d图1IC系统进水PH变化曲线图01020304050607080901234567891011121314151617181920212223242526272829去除率removalrate//%一级厌氧去除率二级厌氧去除率厌氧总去除率系统运行时间Runningtimeofthesystem//d图2IC系统进水COD去除率变化曲线图01020304050607012345678910111213141516171819202122232425262728体积量//%volumeamount甲烷含量%二氧化碳%系统运行时间Runningtimeofthesystem//d图3沼气中甲烷与二氧化碳含量变化曲线图3提升厌氧系统去除效率的思路与实施步骤3.1思路因为本厌氧系统采用中温厌氧发酵反应,而大多数中温产甲烷细菌对pH值的变化非常敏感,其昀适pH值范围约在6.8~7.2之间,如PH6.5或8.2时,产甲烷菌将会受到抑制,故可以通过调整进水PH来提高厌氧系统去除率,必要时可以补充厌氧颗粒污泥,彻底解决厌氧系统效率下降的问题3.2实施的步骤(1)通过加大厌氧系统的回流比增加厌氧出水的循环量,将反应器出水与原废水充分混合,使反应器内废水和污泥搅拌更均刀,有利于充分厌氧发酵。同时反应器的出水与原废水充分混合后,既保证了进水处的PH值较接近甲烷菌生长PH值范围,又保证了进水处在低挥发酸状态,同时也稀释了COD,使厌氧环境达到产甲烷菌的利用条件。(2)在保证用气单位的所需的沼气出口压力的情况下,通过分步减少沼气柜配重,降低气柜出口压力,做到提升厌氧系统内循环量,保证产甲烷菌反应的彻底性,从而增加沼气中甲烷的含量。3.3调整期间的运行参数分析由图4可知,通过的逐步提升进水量在运行后28d后,IC系统的进水PH值由5.62提高到7.22,满足产甲烷细菌对pH值的需求范围,为产甲烷菌在适宜的环境中分解有机物创造合适的条件。同时,从图5可知,一级厌氧COD的去除率从62%提高至75%,二级厌氧COD的去除率从1%提高至20%,总厌氧COD的去除率从62%提高至80%。从图6可知,在保证用气单位的所需的沼气出口压力的情况下,通过分步减少沼气柜配重,沼气中的甲烷体积含量从51%下降至57%,而二氧化碳体积含量从40%上升至32%。通过28d的系统调整后,发现IC厌氧系统的COD去除率逐步恢复正常,同时沼气中甲烷含量逐步升高,二氧化碳含量逐步降低到正常范围内。如果系统调整后继续恶化,可能是由于进水水质波动较大,导致IC厌氧系统中颗粒污泥出现死亡,这时需要补充新厌氧颗粒污泥来替代死亡的颗粒污泥,才能彻底解决系统处理效率下降的问题。25027530032535037540042545012345678910111213141516171819202122232425262728系统运行时间Runningtimeofthesystem//d进水流量Influentflow//m3/h5.005.506.006.507.007.50PH值PHvalue进水量进水PH图4IC系统调整后进水量和PH变化曲线图王峰:关于提高厌氧系统去除效率的研究206图6IC系统调整后沼气中甲烷与二氧化碳含量变化曲线图4结语综上所述,如果IC厌氧反应器在运行过程统出现处理效率下降时,可以通过逐步增加进水量同时降低沼气柜配重来提高系统内部的循环量,从而调整进水PH的方法提高系统的去除率。必要时可以采取补充厌氧颗粒污泥等方法来彻底解决效率下降的问题,本此研究将对保证厌氧系统的稳定运行提供指导作用。参考文献[1]Lettinga,eta1.Advancedanaerobicwastewatertreatmentinthenearfu-Ture[J].WaterScienceandTechnology,1997,35(1O):5~l2.[2]W.Driessen,P.Yspeert.Anaembietreatmentoflow,mediumandhighstrengthefluentintheagro~industry[J].WaterScienceandTechnology,1999,40(8):221~228.[3]邵希豪,喻俊,范国东等.内循环厌氧反应器(IC)探讨[J].中国沼气,2001;19(1):27-33.[4]马三剑,吴建华,刘锋等.多级内循环(MIC)厌氧反应器的开发应用[J].中国沼气,2002;20(4):24-27.王峰:关于提高厌氧系统去除效率的研究江西宏远化工有限公司本公司是专业生产PVC塑料助剂企业,其“恒佳信”牌产品有:(一)改性水滑石;(二)钙锌复合稳定剂系列;电线电缆、给水管、管件、型材;(三)硬脂酸盐系列;硬脂酸铅、钡、镁、钙、锌及辅助产品三、二盐等;(四)无尘复合稳定剂系列;管材、管件、板材、型材、波纹管和电线、电缆;(五)润滑剂系列;聚乙烯蜡、氧化聚乙烯蜡、单甘酯、乙撑双硬脂酰胺等、塑料光亮润滑剂;(六)稀土铝酸酯偶联剂;(七)PVC增强增韧剂;(八)氧化聚丙烯硅烷(CPS-680)(九)加工改性剂(ACR-201、ACR-401);(十)木塑专用柑溶剂、润滑剂地址:江西省上高县科技工业园锦绣路13号电话:0795-25052582505358传真:0795-2505356网址:@jxhyhg.com网络实名:宏远化工邮编:336400
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wjyisgg
wjyisgg
本文标题:关于提高厌氧系统去除效率的研究王峰
链接地址:https://www.777doc.com/doc-6566422 .html