您好,欢迎访问三七文档
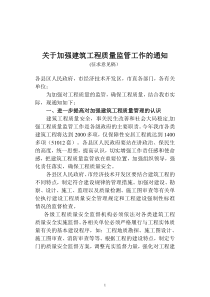
金属切削液切削液是一种用在金属加工过程中,用来冷却和润滑刀具和加工件的工业用液体。切削液定义切削液的作用冷却润滑防锈清洗中国切削液的市场容量•2008年达到926.4亿元,•2009年统计规模约为1019亿元,•2010年达到1120亿元,•2011年达到1232.5亿元。•金属切削机床全年产量69.94万台,全国共有在役机床约700万台,其中数控机床约35万台,占到机床总数的5%。1、我国切削液产量集中在华东地区,2008年统计,华东地区切削液产品产量达到了139万吨2、切削液需求集中在华东、华南和华北地区,2008年统计,华东地区切削液市场份额占到全国市场的36.1%。切削液各行业消耗量拉削攻丝齿轮切削镗削深孔钻铰孔磨削车削加工难度常见的加工工艺磨削车削铣削钻孔拉削齿轮加工攻丝铰孔珩磨珩磨常见的刀具材料1234567碳素工具钢合金工具钢200~300℃高速钢600℃硬质合金1000℃陶瓷1500℃立方氮化硼人造金刚石容易切削材料普通材料难切削材料铝合金、铸铝、镁合金、黄铜、锌合金铸铁、低碳钢、中碳钢、青铜高碳钢、硅锰刚、轴承钢、碳素钢十分难切削材料钛合金、镍合金、高温合金、淬火钢加工材质油基切削液水基切削液切削液金属切削液植物油动物油矿物油全合成切削液半合成切削液乳化型切削液切削液的分类含油量100%含油量60~80%含油量10~30%含油量0%矿物油分散原理稀释液的外观半合成切削液乳化液切削液性能的比较1、润滑性:切削油>乳化液>半合成切削液>全合成2、冷却性:全合成>半合成切削>乳化液>切削油3、防锈性:切削油>水基切削液(乳化液、半合成切削液、全合成)4、清洗性:水基切削液(乳化液、半合成切削液、全合成)>切削油切削油优点润滑性好,防锈性好,稳定性好缺点清洗性差,冷却性差,高速切削会产生油雾乳化液优点润滑性仅次于切削油,通用性好缺点易发臭半合成优点既有乳化液的润滑特点,又有全合成切削液的稳定性特点,综合性能最佳,适用范围最广。缺点重负荷加工时润滑不足全合成优点工作液稳定,不易发臭,清洗冷却性极佳缺点润滑性差,防锈差各种切削液的优缺点切削液的基本参数类型浓度pH值包装规格防锈周期工作液外观切削油不能稀释——200升1个月以上透明乳化液5~10%9.0~9.525/200升5~7天乳白色半合成液5~10%9.0~9.525/200升5~7天半透明~微乳色全合成液5~10%9.0~9.525/200升5~7天透明切削液的各种检测和比较1、折光值——糖量仪(折光仪)pH值的测定防锈性能的检测实验过程:把打磨好的试片浸泡5%的稀释液,1分钟后取出悬挂于恒温恒湿箱中(35℃,90±2%rh),2小时取出观察结果。细菌含量的检测亚硝酸盐的检测水质检测泡沫的检测实验条件:5%溶液,常温,振荡30次润滑性能——四球摩擦机腐蚀性检测BlankDI-WaterBlankTap-WaterLikeProductDI-WaterLikeProductTap-WaterPE533Tap-WaterPE533DI-WaterPE1198LADI-WaterPE1198LATap-Water实验条件:打磨后的铜或者铝片,5%溶液,60℃水浴,浸泡8小时以上,观察试片的变色情况。一、根据加工材质有色金属、铸铁、碳钢、钛合金、高锰钢、高温合金二、根据加工工艺加工方式、加工面、加工参数、机床种类、刀具材料和使用寿命、表面质量要求三、根据其他情况供液情况、换槽周期、环保、气味、水质、防锈要求、现在使用产品的优缺点、厂家、型号、售价等。切削液的选用一、配置前的准备:1、新的机床试用2、旧系统换液二、切削液的配置1、配置溶液的水质指标有:硬度、氯离子含量、细菌数、PH值等;2、切削液必须严格按照推荐的比例配制。切削液的配置1、浓度2、pH值3、外观、气味、浮油4、泡沫5、细菌、氯离子6、定期撇去浮油、铁屑、杂质7、加工状况8、长时间停机9、液位切削液的维护和管理常见问题及其应对措施1、工件表面精度不够、有拉痕或者刀具磨损严重2、异味、腐败变质、使用寿命短3、泡沫高4、锈蚀、工件或机床腐蚀5、皮肤过敏6、杂油7、油雾及烟雾8、铝、镁、铜合金零件变色或腐蚀9、机床油漆剥落取样如果你无法现场解决问题:1、从桶上记下批号等细节;2、取样以便进行实验室化验;3、向研发人员提供尽可能详细的信息。GoodLuck!谢谢!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 liuyeqing000
liuyeqing000
本文标题:金属切削液
链接地址:https://www.777doc.com/doc-6739792 .html