您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > JIS-Z3198中文版
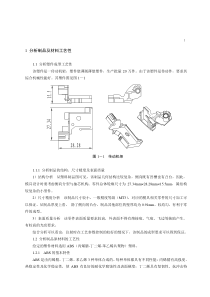
日本工业标准JISZ3198:无铅焊料试验方法Testmethodsforlead-freesolders第1部分熔化温度范围测定方法Part1:Methodsformeasuringofmeltingtemperatureranges1.适用范围本标准针对电气电子设备、通讯设备等引线及部件连接时所使用的无铅焊料,规定其熔化温度范围的测定方法。2.引用标准JISC1602热电偶JISC1605套管热电偶JISK7121塑料相变温度测定方法JISK8034丙酮(化学试剂)JISR1301化学分析用陶瓷坩埚JISR2701铅坩埚及其附属品JISZ3001焊接用语JISZ8401数值处理方法JISZ8704温度测定方法—电气方法3.定义本标准所使用的主要用语,请参照JISZ3001。其余请参照如下。a)无铅焊料作为合金成分,不含有铅的锡基焊料的总称。与电气、电子、通讯设备的电子组装中使用的锡铅焊料相对应的“不含铅的焊料”。b)熔化开始温度无铅焊料开始熔化的温度。通常以固相线温度来表示。c)凝固开始温度无铅焊料开始凝固的温度。通常以液相线温度来表示。4.试验概要无铅焊料的熔化温度范围,以熔化开始温度和凝固开始温度来表示。熔化开始温度采用差热扫描热量测定(DSC)或差热分析(DTA)方法进行测定。凝固开始温度依据熔化焊料的冷却曲线进行测定。5.熔化开始温度5.1试验方法a)差热扫描热量测定(DSC)输入补偿DSC及热流束DSCb)差热分析(DTA)5.2装置及器具请参照JISK7121。其余请参照如下5.2.1DSC或DTA装置有2个热容量相同的容器支座,即具备相同热交换条件下加热、冷却的构造。输入补偿DSC的情况下,装置构造可测定单位时间热能差。热流束DSC的情况下,装置构造可以单位时间内热能输入差的比例方式测定试验件与基准物质的温度差。a)加热速度加热速度范围为1oC/分钟至10oC/分钟,精度为10%。b)气体流入装置可以向试验件周边导入气流的装置。c)容器与试验件材料无物理化学反应的具有高热传导率的材料制成。一般为铝制容器。d)记录装置应该可以自动记录DSC曲线或DTA曲线。e)噪音水平噪音水平应保持在峰值信号高度的1/10以下。5.2.2器具a)气体流量计可测定10-50ml/分钟的气体流量。b)天平灵敏度在0.1mg以上。5.3温度校正采用表1所示的纯度在99.99%以上的纯物质进行温度校正。根据待测定温度值,选择熔点与之相近的两种以上的纯物质,在相同实验条件下进行测定,而后将测定值与表1所示熔点值采用一次函数式进行校正。表1纯物质的熔点纯物质名熔点oC铟156.6锡231.9铅327.45.4试验材料试验材料的质量在5-50mg之间。无特殊指定情况下一般采用10mg。试验件的前处理应与测定委托者事前协商。5.5测定步骤a)放置试验件在容器的中央部位放置试验件,盖上封盖并拧紧密闭。b)容器的装配将已经放入试验件的容器固定在容器支座上。另一方面,将已经拧紧密闭的空容器或放入三氧化二铝粉(-Al2O3)的容器固定在另一个支座上。c)保护气体氮气流量在10-50ml/分钟的范围内适当设置,氮气流入一直到实验结束。d)测定加热速度在1-10oC/分钟的范围内设定,最高加热温度应大于熔化峰值温度30oC左右。无特殊指定情况下加热速度应设定为2oC/分钟。5.6熔化开始温度的分析方法a)快速熔化的场合,如图1(a)所示,低温侧基准线与熔化峰值温度低温侧直线的交叉点T1可确定为熔化开始温度。b)缓慢熔化的场合,如图1(b)所示,开始偏离基准线的温度点T2即为熔化开始温度。此种情况下,根据纯物质的温度曲线进行开始偏离点的校正,经数次测量后取平均值。c)缓慢熔化且开始偏离基准线的温度点不明确的场合,如图1(c)所示。首先测量低温侧开始偏离点到高温侧返回基准线点之间直线与实际温度曲线所构成的多边形的面积Sa。尔后在熔化开始区域取相当于1%Sa的面积Sb,相对应的温度点T3即为熔化开始温度,经数次测量后取平均值。图1-1熔化开始温度的分析方法5.7数值处理方法根据JISZ8401中规定的方法就上述温度测量值进行小数点后1位的四舍五入处理。6.凝固开始温度6.1试验方法将容器中的试验件在电炉内加热熔化,而后随电炉冷却而记录冷却温度曲线来测定凝固开始温度。6.2装置及器具a)电炉可加热至400oC以上,绝热性良好。b)热电偶根据JISC1602中规定,采用适合于本测量温度范围的热电偶。采用套管热电偶的场合,根据JISC1605中规定,采用适合于本测量温度范围的热电偶及与其配套的补偿导线。c)测定器根据JISZ870410.5中规定,要求计测间隔可在1秒以下。d)记录计可记录冷却曲线,精度在0.1oC以上。e)容器采用JISR2701中规定的铅制坩埚或JISR1301中规定的陶瓷坩埚。6.3温度校正同5.3。6.4实验材料的前处理根据JISK8034中规定,采用丙酮进行洗净处理。6.5试验步骤a)实验材料的质量试验材料的质量要在500g以上。b)实验材料的熔化将实验材料放入容器中,而后在电炉中加热熔化。c)热电偶的放置热电偶的测温部分应放置在熔融焊料的中央部位。6.5.1基准测温点采用JISZ870410.3中规定的冰点作为基准测温点,采用电子冷却式及补偿式基准测温点。6.5.2测定a)将实验材料在坩埚内完全熔化。b)切断电炉电源,计测冷却过程中的温度。6.6凝固开始温度的分析方法图2(a)所示冷却曲线(时间-温度曲线)的转折点T1或图2(b)所示的平台对应温度T2即为凝固开始温度。如果有2个或以上的转折点或平台出现,最初出现的为凝固开始温度对应点。另一方面,如图2(c)所示,冷却过程中出现过冷的情况下,温度平台延长线与冷却曲线的交叉点即为凝固开始温度。图1-2凝固开始温度的分析方法6.7数值处理方法根据JISZ8401中规定的方法就上述温度测量值进行小数点后1位的四舍五入处理。7.记录7.1熔化开始温度测定的相关记录a)实验材料种类b)实验装置的名称、形式c)容器的形状及材质d)实验材料的质量e)实验材料的前处理条件f)氮气的流入速度g)加热速度、测试开始温度及终了温度h)校正用材料种类、读取温度及相应的换算关系式i)实验材料的读取温度、熔化开始温度及1%熔化温度j)试验进行时间---年月日k)与试验委托者之间的协定l)其它7.2凝固开始温度测定的相关纪录a)实验材料的种类b)实验材料的质量c)容器的种类d)热电偶的种类e)加热温度及保持时间f)刚刚开始凝固之前的冷却速度g)校正用材料种类、读取温度及相应的换算关系式h)试验材料的读取温度及凝固开始温度i)试验进行时间---年月日j)与试验委托者之间的协定k)其它第2部分:机械性能试验方法----拉伸试验Part2:Methodsfortestingofmechanicalcharacteristics----tensiletest1.适用范围本标准针对电气电子设备、通讯设备等引线及部件连接时所使用的无铅焊料,规定其机械性能试验用拉伸试验件及拉伸试验方法。2.引用标准JISB7721拉伸-压缩试验机测力系统的校正与检证方法JISB7741单轴试验用应变计的检证方法JISG0202铁钢用语(试验)JISZ2201金属材料拉伸试验件JISZ2241金属材料拉伸试验方法JISZ3001焊接用语JISZ3910焊料分析方法3.定义本标准所使用的主要用语,请参照JISG0202,JISZ2241及JISZ3001。其余请参照如下。a)无铅焊料作为合金成分,不含有铅的锡基焊料的总称。与电气、电子、通讯设备的电子组装中使用的锡铅焊料相对应的“不含铅的焊料”。4.试验件通过对铸造成型的试验材料进行机械加工来制备试验件4.1试验件的铸造a)以某种适当方法将用于试验的无铅焊料熔化,而后在图1所示的模具中浇铸成型。b)浇铸液温度应为所用无铅焊料的凝固开始温度的+1005oC。浇铸前的模具温度应为常温。c)必须进行快速浇铸。d)模具材料可采用不锈钢、铸铁、碳等材料。e)一次浇铸成型一个试验件f)如进行连续浇铸,必须采用水冷等适当方法保证模具在再次浇铸前已冷却至常温。g)待机械加工的浇铸件的直径应该大于实际试验件标点部位直径20mm以上,长度应长于实际试验件长度的30mm以上。4.2试验件的形状以JISZ2201中规定的4号试验件为基准制备棒状试验件,其形状及尺寸如图2所示。4.3试验前的热处理如果试验前需要进行热处理,必须避免使用会导致试验件材质发生变化的加热方法。4.4标点需要标记标点的情况下,采用油性笔或粘结剂等进行标记。避免对试验件表面造成划痕等外部缺陷。4.5品质a)用于制备试验件的铸件必须品质均一,不存在缩孔等铸造缺陷。b)试验件的化学成分应依据JISZ3910中规定的化学分析方法进行分析或依据与试验委托人之间的协议。图2-1铸件的形状及尺寸单位:mm直径D标点距离L平行部长度P过渡圆角半径R1050约6015以上图2-2试验件的形状及尺寸备注:1.平行部的表面粗糙度应在1.6m以下。2.标点部位的直径公差在0.04mm以下。3.如难以使用上述尺寸的试验件,可遵照以下原则:平行部直径D在6mm以上,标点距离L为5D,平行部长度P为P=L+0.5D以上。5.试验机参照JISB7721。6.应变计如使用应变计,参照JISB7741,使用1级以上的应变计。7.试验a)拉力的施加方法参照JISZ2241。b)拉力的施加速度参照JISZ2241。c)试验温度试验温度应为235oC。如需进行高温或低温拉伸试验,应采用恒温装置。所用恒温装置应保证试验件的标点距离以内部分的表面温度变化在5oC以下。8.试验件平行部的断裂面积、标点距离、拉伸强度、破断延伸率的计算方法参照JISZ2241。9.试验结果应记录试验前的热处理条件、试验温度及试验时的应变速率。试验件破断位置的记录应参照下述记号。A距标点中心1/4标点距离之内破断B在标点距离之内破断,但距标点中心1/4标点距离之外C在标点距离之外破断10.记录a)试验进行时间---年月日b)所参照标准c)试验件材料的化学成分d)试验件的铸造日期e)试验件铸造时的冷却速度f)铸造模具的材质g)试验件形状h)试验结果i)试验件编号j)试验装置名称及形式k)应变计名称及形式l)恒温装置名称及形式第3部分:铺展率试验方法Part3:Methodsforspreadtest1.适用范围本标准针对电气电子设备、通讯设备等引线及部件连接时所使用的无铅焊料,规定其铺展率试验方法。2.引用标准JISB7502测微计、千分尺JISH3100铜及铜合金的板材及条材JISK5902松香JISK8034丙酮(化学试剂)JISK8839异丙醇(化学试剂)JISR3503化学分析用玻璃器具JISZ3001焊接用语JISZ3284焊料膏3.定义本标准所使用的主要用语,请参照JISZ3001。其余请参照如下。a)无铅焊料作为合金成分,不含有铅的锡基焊料的总称。与电气、电子、通讯设备的电子组装中使用的锡铅焊料相对应的“不含铅的焊料”。4.试验概要在铜板上放置无铅焊料及助焊剂,经一定时间加热后使焊料熔化并测定其铺展率,进而评价焊料的润湿性能。5.材料及化学试剂a)铜板尺寸为30mm30mm0.3mm,JISH3100中规定的无氧铜板C1220P或C1201P。b)松香JISK5902中规定的2级松香c)异丙醇JISK8839中规定的异丙醇d)清洗剂钎焊后用于去除助焊剂残渣的溶剂e)0.5%(质量百分比)的过硫酸铵溶液将250g过硫酸铵溶于水,而后小心加入5ml浓硫酸(比重为1.84)。搅拌至充分溶解后冷却,并稀释至1升。f)5%(质量百分比)硫酸将50ml浓硫酸(比重为1.84)小心加入至400ml水中。搅拌、冷却、并用水稀释至1升。g)丙酮JISK8034中规定的丙酮h)精制水20oC时电阻率大于5km的蒸馏水或去离子水。6.装置及器具a)焊料槽深度30mm以上,横截面积100150mm
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kala886
kala886
本文标题:JIS-Z3198中文版
链接地址:https://www.777doc.com/doc-6941009 .html