您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 零售业 > 《典型零件的数控编程与加工仿真》毕业论文样式
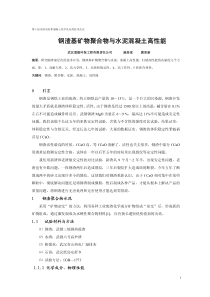
第1页山东职业学院毕业设计(论文)题目:系别:专业:班级:学生姓名:指导教师:完成日期:第2页山东职业学院毕业设计(论文)任务书班级学生姓名指导教师宋嘎设计(论文)题目典型零件的数控编程与加工仿真主要研究内容1、典型零件的车削加工工艺2、典型零件的铣削加工工艺3、数控加工工艺文件的制定4、利用FANUC0i系统编程5、利用仿真软件对数控程序进行仿真主要技术指标或研究目标1、利用AutoCAD完成零件的二维绘图2、利用CimatronE软件完成零件的三维造型3、编制零件的数控加工工艺文件4、编写数控加工程序(采用手工编程)5、熟练应用宇龙仿真软件进行模拟加工6、编制毕业设计说明书(手写)基本要求1、独立完成毕业设计工作2、零件的加工工艺设计合理3、加工程序仿真运行正常4、毕业设计论文书写工整规范,思路清晰,工作量充足(说明书不少于20000字)主要参考资料及文献1、数控加工工艺2、数控编程与加工3、机械零件加工工艺手册4、机械制造技术基础5、刀具手册6、宇龙数控仿真软件第3页山东职业学院毕业设计指导书设计题目典型零件的数控编程与加工仿真班级姓名指导教师宋嘎2011年11月第4页一、设计题目:典型零件的数控编程与加工仿真二、背景与目的数控加工的广泛运用给机械制造业的生产方式、产品结构、产业结构都带来了深刻的变化,是制造业实现自动化、柔性化、集成化生产的基础。如何良好地运用数控机床,发挥其高精度、高效率等特点,是制造行业从业人员面临的一个大问题;另一方面,高职院校数控技术专业正是要培养这种掌握数控工艺和加工技术的高端技能型人才。因此,应该使学生熟练掌握数控加工工艺的制定,数据程序的编制和数控机床的操作等技能,使他们毕业后能够快速上岗,从而提高就业竞争能力。在三年的学习中,机电一体化技术专业的毕业生系统地学习了本课题所涉及到的《机械设计基础》、《机械制造技术基础》、《机加工设备》、《数控编程与加工》等专业理论知识,为使学生更加全面地掌握所学理论知识,做到融会贯通,在将来的就业竞争、生存竞争中立于不败之地,特设这一课题。本课题设计目的:1、熟练掌握典型零件的车削加工工艺2、熟练掌握典型零件的铣削加工工艺3、熟练掌握FANUC0i系统的程序编制4、掌握计算机二维绘图和三维造型的应用5、熟练掌握宇龙数控仿真软件的应用三、设计过程及内容(一)计算机绘图利用CimatronE软件完成零件的三维造型,并生成二维工程图。(二)零件的数控加工工艺分析1.零件图样分析2.基准选择3.加工方法与加工方案的确定4.工序和工步的划分5.走刀路线的确定6.工艺装备的选择7.切削用量的确定注:工艺分析务必按以上步骤进行,不可省略。(三)编制加工工艺文件第5页工件安装和原点设定卡片数控加工走刀路线图数控加工工序卡片数控加工刀具卡片注:此部分应置于毕业论文的附录中(四)编写程序本项目要求采用手工编程(五)程序调试与加工应用宇龙仿真软件进行模拟加工,把仿真结果打印出来,置于毕业论文的附录中。(六)编制设计说明书设计说明书的书写格式请参阅机电装备系毕业设计说明书格式。说明书最后应附上参考文献和谢辞,注意设计说明书采用手写。四、时间安排1、零件加工工艺分析与加工方案选定(1周)典型零件的车削加工工艺典型零件的铣削加工工艺2、数控加工工艺文件的制定(0.5周)3、FANUCOi数控系统编程(1周)4、应用宇龙仿真软件进行模拟加工(0.5周)5、编写设计说明书,准备答辩(1周)五、参考资料1、数控加工工艺2、数控编程与加工3、机械零件加工工艺手册4、宇龙数控仿真软件5、机械制造技术基础6、刀具手册第6页山东职业学院毕业设计说明书题目:系别:专业:班级:姓名:指导教师:完成日期:成绩:第7页目录摘要…………………………………………………………………………………1第1章绪论…………………………………………………..................................2第2章典型车削件的工艺分析与编程…………………………………………..92.1件1的工艺分析与编程……………………………………………………….92.1.1零件分析………………………………………………………………….....102.1.2基准选择…………………………………………………………………….112.1.3加工方案的确定…………………………………………………………….122.1.4工序、工步的划分………………………………………………………….162.1.5走刀路线的确定…………………………………………………………….202.1.6工艺装备的选择…………………………………………………………….212.1.7切削用量的选择…………………………………………………………….222.1.8加工程序…………………………………………………………………...232.1.9仿真结果…………………………………………………………………...232.2件2的工艺分析与编程……………………………………………………242.2.1零件分析………………………………………………………………….....24(省略,同上)2.2.8加工程序…………………………………………………………………...232.2.9仿真结果…………………………………………………………………...23第3章典型铣削件的工艺分析与编程……………………………....………….243.1零件分析…………………………………………………………………...….24(省略,同上)3.9仿真结果…...………………………………………………………………...32第4章总结…………………………………………………………………….…34谢辞………………………………………………………………………………...36参考文献…………………………………………………………………………...37附录………………………………………………………………………………...38注:参考这个目录,也可不同,基本框架就是这样的一定要注意目录和后面的标题相对应第8页摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主题。高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需要一些处理。并在加工过程掌握控制精度的方法,才能加工出合格的产品。本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,并进行了编程及仿真关键词工艺分析加工方案编程仿真须参照以上格式写摘要,不可同上!首先介绍一下数控技术和数控机床,然后介绍本课题所完成的工作。关键词须从摘要中选取,不可随便写,关键词要能反应出论文的主要研究内容。注:本部分内容写一页就好第9页第1章绪论注:此部分首先要有一到几段引入本设计课题,主要概括介绍一下数控加工工艺和数控编程。然后可写一些数控加工工艺和数控编程的理论知识(这些知识可以是课本上的,最好再参考一些相关文献)。第2章和第3章用到本章所提及的理论知识时,提一句就可,不可再大篇幅论述。本章要求6-8页就可。注:本章最后一段介绍本课题的研究内容。第10页注:下面几章的内容并不完全符合我们毕业设计的要求,并且偏简单,大家参考一下就好,不可照着抄袭。第2章典型车削件的工艺分析与编程材料:45钢件1:件:1中心孔M27x1.5-6gR33095305558图1注:本章开始首先需要像上图一样画上零件图2.1件1的工艺分析与编程2.1.1零件分析该零件为典型的轴类零件。加工部位较多,精度要求较高,工序繁杂。在加工过程中,对定位基准的选择,加工顺序的安排以及深孔加工,热处理工序等均应给予足够的重视。零件材料为45钢,切削加工性能较好。零件表面为阶梯形,由外圆柱面、内圆柱面、外螺纹、逆圆弧、外圆锥、槽和孔等表面组成。形状结构复杂,且尺寸标志有利于定位基准与编程原点的统一,便于编程加工。且零件图尺寸标注完整,轮廓描述清晰,非常符合数控车削加工要求。从尺寸精度上看,φ20、φ38、φ45以及外螺纹等几处轴向和径向尺寸有较严的尺寸精度和表面粗糙度以及形位公差等要求。工艺性非常强,需仔细对刀和认真调整机床。此外,工件的外圆锥面和圆柱面上有几处圆弧和倒角。由于圆弧半径较小,不能直接用成型刀车削,因此必须用圆弧插补程序车削,这样加大了编程量,工作效率低。第11页2.1.2确定装夹方案零件的左右两端面均为多个尺寸的设计基准,因此,在相应工序加工时,为了使工序基准与定位基准重合,减少本工序的定位误差,应用三爪卡盘夹持,这样做装夹方便,自定心好,精度高,适用于车削短小工件。此工件不能一次装夹完成加工,必须分两次装夹.该工件右端外表面为螺纹,不适于作装夹表面,外圆锥面也不适于作装夹表面.所以,第一次装夹工件右端,加工左端,伸长定位75㎝;第二次装夹工件左端,加工右端。如图(1-2)(1-3)所示。图1-2第12页注意修改图纸图1-32.1.3确定工艺顺序及进给路线.加工顺序的确定按由内到外,由粗到细,由近及远的原则确定.在一次装夹中尽可能加工出较多的工件表面,结合本零件的结构,可先粗精加工左端内孔及表面,然后粗精加工右端各表面及螺纹.由于该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行.具体如下:㈠第一次装夹:①粗车外圆表面及端面。将整个外表面粗车成型,即车至φ46留出0.5的精车量.为防止工件轮廓发生干涉,刀具副偏角不能太小,必要时应作图样检验。②精车外圆表面。③钻中心孔。④钻孔。采用φ18钻头加工圆孔⑤粗加工φ20内轮廓及锥面。⑥精加工φ20内轮廓及锥面。⑦加工槽。槽的宽度为5㎜,将零件车至φ38,这个尺寸精度很高,所以,需光整加工。㈡第二次装夹:①粗车外圆表面及端面。将整个外表面粗车成型即将外圆柱面车至φ23㎜,其中包括两个1×45°倒角和φ20外圆柱的加工,保持整个零件长度为95㎜。②精加工上述表面。③车退刀槽。刀槽宽度为5㎜。④螺纹加工。注:要求给出每个工序的进给路线图,每个工序后面都跟着进给路线图,用铅笔画即可,否则错了不好改。2.1.4工艺装备的选择1、机床(选择什么机床)2、刀具(刀具材料、刀具类型)刀具的选择是数控加工工艺中的重要内容之一,刀具选择的合理与否,不仅影响机床加工的效率,而界还直接影响加工质量。由于数控车床能兼作粗精加工,因此粗车时,要选用强度高,耐用度好的刀具,以便满足粗车时大的吃刀量和大的进给量的要求。精车时,要选择精度高,耐用度高的刀具,以保证加工精度的要求。此外,为减少换刀时间和方便对刀,应尽可能夹刀和夹刀片。加紧刀片的方式要选择的比较合理。目前,数控车床用的最破变得刀具是应质合金刀具和高速钢刀具两种。此毛坯应选用的具体刀具如下表1-1所示。(原因????刀具牌号YT类适应加工塑性材料,YT5\YT10\YT15,YG类加工脆性材料,YG3\YG5\YG8,YW类为万能型,可加工塑性材第13页料与脆性材料)表1-1数控加工刀具卡片产品名称或代号数控车床工艺分析实训零件名称轴类零件零件图号序号刀具号刀具规格名称数量加工表面刀具半径/㎜备注1T0145°硬质合金端面车刀1车端面0.52T02φ4中心钻1钻中心孔3T03φ16㎜的钻头1钻孔4T0490°右手偏刀1自右向左车外表面0.25T05外螺纹车刀1车螺纹0.36T06切断刀1切5㎜深槽7T07内孔镗刀1镗孔及镗内孔锥面0.48T0890°左手偏刀1自左向右车外表面0.2编制审核批准高中军共1页第1页切削用量的选择也是数控加工工艺中的重要内容之一,根据加工于量的确定,粗加工时(Ra=10-80um),一
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 wjczslzkl
wjczslzkl
本文标题:《典型零件的数控编程与加工仿真》毕业论文样式
链接地址:https://www.777doc.com/doc-7016818 .html