您好,欢迎访问三七文档
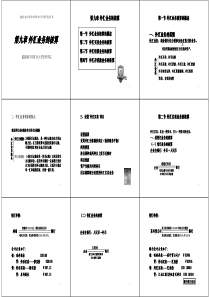
锻压工艺介绍2.金属的塑性成形-锻压工艺1.了解金属塑性成形的理论基础;2.掌握金属的塑性成形方法及工艺;3.掌握薄板冲压成形工艺,包括各种成形模具结构、基本工序和典形零件的工艺制定。本章重点:2.1概述2.2塑性成形的理论基础2.4薄板的冲压成形2.5塑性成形新工艺2.3塑性成形方法及工艺金属塑性成形工艺:由利用金属在外力作用下所产生的塑性变形,来获得具有一定形状、尺寸和机械性能的原材料、毛坯或零件的生产方法,也称为压力加工。金属塑性加工适用的材料:各种钢材和大多数非铁金属及其合金都具有一定的塑性,都可在热态或冷态下进行压力加工。铸铁是脆性材料,不能进行压力加工。2.1概述塑性变形:当外力增大到使金属的内应力达到甚至超过该金属的屈服极限以后,金属所产生的变形。当外力停止作用后,金属的变形并不消失,这种变形成为塑性变形。2.1概述压力加工的特点:(1)改善金属的组织、提高力学性能金属材料经压力加工后,其组织、性能都得到改善和提高,塑性加工能消除金属铸锭内部的气孔、缩孔和树枝状晶等缺陷,并由于金属的塑性变形和再结晶,可使粗大晶粒细化,得到致密的金属组织,从而提高金属的力学性能。(2)材料的利用率高金属塑性成形主要是靠金属的体积重新分配,而不需要切除金属,因而材料利用率高。(3)较高的生产率塑性成形加工一般是利用压力机和模具进行成形加工的,生产效率高。例如,利用多工位冷镦工艺加工内六角螺钉,比用棒料切削加工工效提高约400倍以上。(4)毛坯或零件的精度较高应用先进的技术和设备,可实现少切削或无切削加工。例如,精密锻造的伞齿轮齿形部分可不经切削加工直接使用,复杂曲面形状的叶片精密锻造后只需磨削便可达到所需精度。金属塑性加工常用方法:冲压、轧制、拉拔、挤压等缺点:不能加工脆性材料(如铸铁)和形状特别复杂(特别是内腔形状复杂)或体积特别大的零件或毛坯。2.2塑性成形的理论基础2.2.1金属的塑性变形及变形后的性能1..金属塑性变形的本质(1)理想的单晶体对于理想的单晶体可以用晶粒内部的滑移变形来解释(2)存在缺陷的晶体可用位错运动理论来解释(3)多晶体多晶体的塑性变形可以看成是组成多晶体的许多单个晶粒内部产生变形,以及晶粒间产生滑移和晶粒转动的综合效果2.金属在常温下经过塑性变形,内部组织将发生变化:(1)晶粒沿变形最大的方向伸长(2)晶格与晶粒均发生扭曲,产生内应力(3)晶粒间产生碎晶3.加工硬化金属在常温下随着变形量的增加,强度和硬度升高,而塑性和韧度下降的现象称为加工硬化。(滑移面上的碎晶块和附近晶格的强烈扭曲,增大了滑移阻力)4.回复及回复温度加工硬化是一种不稳定现象,具有自发地回复到稳定状态的倾向,但在室温下不易实现。提高温度,原子获得热能,热运动加剧,使原子得以回复正常排列,消除了晶格扭曲,可使加工硬化得到部分消除。这一过程称为“回复”。这时的温度称为回复温度。T回=(0.25~0.3)T熔(T——绝对温度)5.再结晶及再结晶温度(再结晶视频链接)当温度继续升高到该金属熔点温度的0.4倍时,金属原子获得更多的热能,则开始以某些碎晶或杂质为核心结晶成新的晶粒,从而消除了全部加工硬化现象,这个过程称为再结晶。这时的温度称为再结晶温度,T再=0.4T熔(T——绝对温度)6.再结晶退火采用加热的方法使金属发生再结晶,从而再次获得良好塑性。这种工艺操作叫再结晶退火7.加工硬化现象的消失条件当金属在高温下受力变形时,加工硬化和再结晶过程同时存在。不过,变形中的加工硬化随时都被再结晶过程所消除,变形中没有加工硬化现象。8.金属的冷变形和热变形以再结晶温度为分界点,低于再结晶温度的变形称为金属的冷变形高于再结晶温度的变形称为金属的热变形9、纤维组织和流线:(流线组织视频)分布在晶界上的非金属夹杂物,在变形过程中随着晶粒的拉长也被拉成长形。当变形程度足够大时,这些夹杂物被拉成线条状。但是拉长的晶粒可经再结晶过程得到细化,而这些夹杂物不能改变,就以细长线条状保留下来,形成了所谓的流线组织。流线组织的化学稳定性很高,只有经过锻压才能改变其分布方向,用热处理是不能消除或改变流线组织形态的。而在冷变形中,晶粒沿变形方向拉长的组织称为纤维组织。纤维组织可通过再结晶退火消除。10.锻造比Y表示金属变形程度的大小拔长时Y拔=Fo/F镦粗时Y镦=Ho/HHo、Fo——坯料变形前的高度和横截面积H、F——坯料变形后的高度和横截面积锻造比Y越大,坯料的变形程度越大11各向异性流线组织使金属的力学性能具有明显的方向性,即锻件在纵向上(平行流线方向)塑性和韧性增加,而在横向上(流线纤维方向)塑性和韧性降低。但强度在不同方向上的差别不大。当采用棒料直接经切削加工制造螺钉时,螺钉头部与杆部的纤维被切断,不能连贯起来,受力时产生的切应力顺着纤维方向,故螺钉的承载能力较弱(如图示)。当采用同样棒料经局部镦粗方法制造螺钉时(如图示),纤维不被切断且连贯性好,纤维方向也较为有利,故螺钉质量较好。实例:在设计和制造易受冲击载荷的零件时,应遵循的原则(1)使流线分布与零件的轮廓相符合而不被切断(2)使零件所受的最大拉应力与流线方向一致,最大切应力与流线方向垂直2.2.2金属的可锻性定义——是指金属在经受压力加工时,获得优质锻件难易程度的工艺性能可锻性的优劣是以金属的塑性和变形抗力来综合评定的。塑性是指金属材料在外力作用下产生永久变形,而不破坏其完整性的能力。变形抗力是指金属对变形的抵抗力。塑性高,则金属不易开裂;变形抗力小,则锻造省力影响金属可锻性的因素取决于材料的性质(内因)和加工条件(外因)。1.材料性质的影响(1)化学成分的影响纯金属的可锻性比合金的可锻性好。钢中合金元素含量越多,合金成分越复杂,其塑性越差,变形抗力越大。例如纯铁、低碳钢和高合金钢,它们的可锻性是依次下降的。(2)金属组织的影响纯金属及固溶体(如奥氏体)的可锻性好。而碳化物(如渗碳体)的可锻性差。粗晶粒结构不如晶粒细小而又均匀的组织的可锻性好2.加工条件的影响在一定的变形温度范围内,随着温度升高,原子动能升高,从而塑性提高,变形抗力减小,有效改善了可锻性。若加热温度过高,晶粒急剧长大,金属力学性能降低,这种现象称为“过热”。若加热温度更高接近熔点,晶界氧化破坏了晶粒间的结合,使金属失去塑性,坯料报废,这一现象称为“过烧”。金属锻造加热时允许的最高温度称为始锻温度。在锻造过程中,金属坯料温度不断降低,当温度降低到一定程度时,塑性变差,变形抗力增大,不能再锻,否则引起加工硬化甚至开裂,此时停止锻造的温度称终锻温度。始锻温度与终锻温度之间的区间,称为锻造温度范围(1)变形温度的影响常见的金属锻造温度范围钢加热过程中表面颜色随温度的变化(2)变形速度的影响变形速度即单位时间内的变形程度。对可锻性的影响是矛盾的。一方面由于变形速度的增大,回复和再结晶不能及时克服加工硬化现象,金属则表现出塑性下降、变形抗力增大,可锻性变坏。另一方面,当变形速度很大时,热能来不及散发,会使变形金属的温度升高,这种现象称为“热效应”,它有利于金属的塑性提高,变形抗力下降,塑性变形能力变好。(图中a点以后),可锻性变好。(3)应力状态的影响实践证明,压应力的数量愈多,则其塑性愈好;拉应力的数量愈多,则其塑性愈差。挤压时为三向受压状态。拉拔时为两向受压一向受拉的状态。(4)其他模具和工具:模锻的模膛内应有圆角,这样可以减小金属成形时的流动阻力,避免锻件被撕裂或纤维组织被拉断而出现裂纹。板料拉深和弯曲时,成形模具应有相应的圆角,才能保证顺利成形。润滑剂:可以减小金属流动时的摩擦阻力,有利于塑性成形加工。综上所述,金属的塑性成形性能既取决于金属的本质,又取决于变形条件。在塑性成形加工过程中,要根据具体情况,尽量创造有利的变形条件,充分发挥金属的塑性,降低其变形抗力,以达到塑性成形加工的目的。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



![9[1].巡视制度](/doc-558512.png)

 a414172559
a414172559
本文标题:锻压工艺介绍
链接地址:https://www.777doc.com/doc-7218891 .html