您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 【标准】GB50184检验批表格
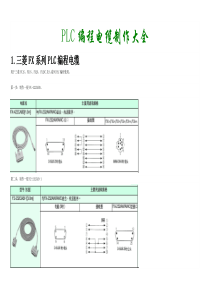
GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道元件和材料的检验检验批质量验收记录工程名称分项工程名称验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录主控项目14.0.1管道元件和材料应具有制造厂的质量证明文件,其特性数据应符合国家现行有关标准和设计文件的规定。24.0.2对于铬钼合金钢、含镍低温钢、不锈钢、镍及镍合金、钛及钛合金材料的管道组成件,应对材质进行抽样检验,并应作好标识。检验结果应符合国家现行有关标准和设计文件的规定。34.0.3阀门应进行壳体压力试验和密封试验,具有上密封结构的阀门还应进行上密封试验,并应符合下列规定:1阀门试验应以洁净水为介质。不锈钢阀门试验时,水中的氯离子含量不得超过25×10-6(25ppm)。试验合格后应立即将水渍清除干净。当有特殊要求时,试验介质应符合设计文件的规定。2阀门的壳体试验压力应为阀门在20℃时最大允许工作压力的1.5倍;密封试验压力应为阀门在20℃时最大允许工作压力的1.1倍;当阀门铭牌标示对最大工作压差或阀门配带的操作机构不适宜进行高压密封试验时,试验压力应为阀门铭牌标示的最大工作压差的1.1倍;阀门的上密封试验压力应为阀门在20℃时最大允许工作压力的1.1倍;夹套阀门的夹套部分试验压力应为设计压力的1.5倍。3在试验压力下的持续时间不得少于5min。4阀门壳体压力试验应以壳体填料无渗漏为合格。阀门密封试验和上密封试验应以密封面不漏为合格。5检验数量:应符合下列规定:1)用于GC1级管道和设计压力大于或等于10MPa的C类流体管道的阀门,应进行100%检验。2)用于GC2级管道和设计压力小于10MPa的所有C类流体管道的阀门,应每个检验批抽查10%,且不得少于1个。3)用于GC3级管道和D类流体管道的阀门,应每个检验批抽查5%,且不得少于1个。44.0.4安全阀在安装前应进行整定压力调整和密封试验,有特殊要求时还应进行其他性能试验。试验结果应符合国家现行标准《安全阀安全技术监察规程》TSGZF001和设计文件的规定。54.0.5GC1级管道和C类流体管道中,输送毒性程度为极度危害介质或设计压力大于或等于10MPa的管子、管件,应进行外表面磁粉检测或渗透检测,检测结果不应低于国家现行标准《承压设备无损检测第4部分磁粉检测》JB/T4730.4和《承压设备无损检测第5部分渗透检测》JB/T4730.5规定的Ⅰ级。对检测发现的表面缺陷经修磨清除后的实际壁厚不得小于管子公称壁厚的90%,且不得小于设计壁厚。64.0.6当规定对管道元件和材料进行低温冲击韧性、晶间腐蚀等其他特性数据检验时,检验结果应符合国家现行有关标准和设计文件的规定。74.0.7合金钢螺栓、螺母应进行材质抽样检验。GC1级管道和C类流体管道中,设计压力大于或等于10MPa的管道用螺栓、螺母,应进行硬度抽样检验。检验结果应符合国家现行有关产品标准和设计文件的的规定。一般项目14.0.8管道元件和材料的材质、规格、型号、数量和标识应符合国家现行有关标准和设计文件的规定。其外观质量和几何尺寸应符合国家现行有关产品标准和设计文件的规定。材料标识应清晰完整,并应追溯到产品质量证明文件。检验数量:全部检查。检验方法:检查质量证明文件、管道元件检查记录;外观和几何尺寸检查。施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道加工检验批质量验收记录工程名称分项工程名称弯管制作验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录主控项目15.1.1弯管制作后的最小厚度不得小于直管的设计壁厚。25.1.2GC1级管道和C类流体管道中,输送毒性程度为极度危害介质或设计压力大于或等于10MPa的弯管制作后,应进行表面无损检测,合格标准不应低于国家现行标准《承压设备无损检测第4部分磁粉检测》JB/T4730.4和《承压设备无损检测第5部分渗透检测》JB/T4730.5规定的Ⅰ级。缺陷修磨后的弯管壁厚不得小于管子名义厚度的90%,且不得小于设计壁厚。一般项目35.1.3制作的弯管质量应符合下列规定:1不得有裂纹、过烧、分层等缺陷。2弯管内侧褶皱高度不应大于管子外径的3%,且波浪间距不应小于褶皱高度的12倍。3对于承受内压的弯管,其圆度不应大于8%;对于承受外压的弯管,其圆度不应大于3%。4弯管的管端中心偏差值应符合下列规定:1)GC1级管道和C类流体管道中,输送毒性程度为极度危害介质或设计压力大于或等于10MPa的弯管,每米管端中心偏差值不得超过1.5mm。当直管段长度大于3m时,最大偏差不得超过5mm。2)其他管道的弯管,每米管端中心偏差值不得超过3mm。当直管段长度大于3m时,最大偏差不得超过10mm。45.1.4Π形弯管平面度的允许偏差应符合表5.1.4的规定。直管段长度≤500,平面度≤3直管段长度>500~1000,平面度≤4直管段长度>1000~1500,平面度≤6直管段长度>1500,平面度≤10施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道加工检验批质量验收记录工程名称分项工程名称验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录一般项目卷管制作15.2.1卷管焊缝的位置应符合下列规定:1卷管的同一筒节上的两纵焊缝间距不应小于200mm。2卷管组对时,相邻筒节两纵缝间距应大于100mm。支管外壁距焊缝不宜小于50mm。3有加固环、板的卷管,加固环、板的对接焊缝应与管子纵向焊缝错开,其间距不应小于l00mm。加固环、板距卷管的环焊缝不应小于50mm。25.2.2卷管的周长允许偏差及圆度允许偏差应符合表5.2.2的规定。≤800周长允许偏差±5圆度允许偏差外径的1%且不应大于4>800~1200周长允许偏差±7圆度允许偏差4>1200~1600周长允许偏差±9圆度允许偏差6>1600~2400周长允许偏差±11圆度允许偏差8>2400~3000周长允许偏差±13圆度允许偏差29>3000周长允许偏差±15圆度允许偏差1035.2.3卷管的校圆样板与卷管内壁的不贴合间隙,应符合下列规定:1对接纵缝处不得大于壁厚的10%加2mm,且不得大于3mm。2离管端200mm的对接纵缝处不得大于2mm。3其他部位不得大于1mm。45.2.4卷管端面与中心线的垂直允许偏差不得大于管子外径的1%,且不得大于3mm。每米直管的平直度偏差不得大于1mm。一般项目管口翻边15.3.1扩口翻边应符合设计文件的规定,并应符合下列规定:1与垫片配合的翻边接头的表面质量应符合管法兰密封面的标准要求,且应符合相配套法兰标准的规定。2扩口翻边后的外径及转角半径应能保证螺栓及法兰自由装卸,法兰与翻边平面的接触应均匀、良好。3翻边端面与管子中心线应垂直,垂直度允许偏差为1mm。4翻边接头的最小厚度不应小于管子最小壁厚的95%。5翻边接头不得有裂纹、豁口及褶皱等缺陷。25.3.2焊制翻边应符合设计文件的规定,并应符合下列规定:1焊制翻边的厚度不应小于与其连接管子的名义壁厚。2与垫片配合的翻边接头的表面质量应符合相配套法兰标准的规定。3外侧焊缝应进行修磨。施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道加工工程检验批质量验收记录工程名称分项工程名称验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录主控项目夹套管制作15.4.1夹套管的内管有焊缝时,该焊缝应进行射线检测,并应经试压合格后,再封入外管。焊缝质量合格标准不应低于国家现行标准《承压设备无损检测第2部分射线检测》JB/T4730.2规定的Ⅱ级25.4.2夹套管的内管和外管应分别进行压力试验,试验介质、试验压力、试验过程及结果,应符合本规范第8.5节的有关规定一般项目15.4.3夹套管的加工尺寸和外观质量应符合设计文件的规定,并应符合下列规定外管与内管间隙应均匀,支承块不得妨碍内管与外管的热胀冷缩,支承块的材质应与内管相同2夹套弯管的外管和内管,其同轴度偏差不得大于3mm3输送熔融介质管道的内表面焊缝应平整、光滑。一般项目斜接弯头制作15.5.1斜接弯头的焊接接头应采用全焊透焊缝,其型式和尺寸应符合国家现行有关标准和设计文件的规定。25.5.2斜接弯头的周长允许偏差当公称尺寸大于1000mm时,允许偏差为±6mm当公称尺寸小于或等于1000mm时,允许偏差为±4mm主控项目支吊架制作15.6.1管道支、吊架组件中主要承载构件的焊缝,应按国家现行有关标准和设计文件的规定进行无损检测。焊缝质量应符合国家现行有关标准和设计文件的规定。一般项目15.6.2管道支吊架的型式、材质、加工尺寸及精度应符合国家现行有关标准和设计文件的规定。25.6.3管道支、吊架焊接完毕应进行外观检查。焊缝外观质量应符合国家现行相关标准和设计文件的规定。施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道加工工程检验批质量验收记录工程名称分项工程名称夹套管制作验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录主控项目15.4.1夹套管的内管有焊缝时,该焊缝应进行射线检测,并应经试压合格后,再封入外管。焊缝质量合格标准不应低于国家现行标准《承压设备无损检测第2部分射线检测》JB/T4730.2规定的Ⅱ级25.4.2夹套管的内管和外管应分别进行压力试验,试验介质、试验压力、试验过程及结果,应符合本规范第8.5节的有关规定一般项目15.4.3夹套管的加工尺寸和外观质量应符合设计文件的规定,并应符合下列规定外管与内管间隙应均匀,支承块不得妨碍内管与外管的热胀冷缩,支承块的材质应与内管相同2夹套弯管的外管和内管,其同轴度偏差不得大于3mm3输送熔融介质管道的内表面焊缝应平整、光滑。施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日GB50184-2011工业金属管道工程施工质量验收规范检验批质量验收记录管道加工工程检验批质量验收记录工程名称分项工程名称斜接弯头制作验收部位施工单位重庆工业设备安装集团有限公司专业负责人项目经理施工执行标准名称及编号《工业金属管道工程施工质量验收规范》GB50184-2011检验批编号质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录一般项目15.5.1斜接弯头的焊接接头应采用全焊透焊缝,其型式和尺寸应符合国家现行有关标准和设计文件的规定。25.5.2斜接弯头的周长允许偏差当公称尺寸大于1000mm时,允许偏差为±6mm3当公称尺寸小于或等于1000mm时,允许偏差为±4mm施工单位检查评定结果项
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[四川]城市道路路网连接桥隧工程施工组织设计(含机电安](/doc-142022.png)





 apaogood
apaogood
本文标题:【标准】GB50184检验批表格
链接地址:https://www.777doc.com/doc-7312153 .html