您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 焊接金属结构件加工余量
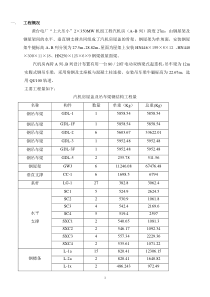
1焊接金属结构件加工余量1范围本标准规定了焊接金属结构件的孔、面、垫等加工部位的加工余量。本标准适用于焊接金属结构件的切削加工。零件加工超出本标准规定时,应按具体加工工艺规程执行。2技术要求2.1气割环形零件加工余量见表1、图1。表1单位为毫米板材厚度H内径d或外径D60~250250~800800~15001500直径余量△25812141625~501214161850~751516182075~10018182022100~15020202224150~20022222425200~25024242626注1:选用直径方向加工余量时,内径d-△;外径D+△。注2:本表适用于加工表面粗糙度为的零件。若高于时,在直径方向再增加(2~3)mm。注3:本表环形零件为整体切割件,如果零件按圆周方向分段焊接或热煨制造时,其加工余量应按表中数值再增加1/5△值。注4:环形零件采用数控切割方法。2图12.2薄型垫圈、间隔环钢板组合套料加工余量及夹头余量见表2、图2。表2单位为毫米板材厚度H内径d或外径D环、圈厚度δ加工余量△夹头余量△1切口余量△2内外直径余量端面单边余量C630C650小立车3~15>100~250≤1563155>250~400≤2583155>400~500≤3010420208注1:本表适用于零件加工表面粗糙度为。若高于时,在直径方向再增加(2~3)mm;端面再增加(1~2)mm。注2:选用直径方向加工余量时,内径d-△;外径D+△。注3:零件个数在3件以上时,为整体组合套料切割;如果零件按圆周方向分段焊接或热炜制造时,其直径加工余量应按表中数值再增加1/5△值。注4:当30mmδ≤60mm时,零件切削用反切刀切口,切口宽度为8mm。注5:套料长度Y的确定:Y=XH+△1+(X-1)△2其中X为零件个数。注6:当H>15mm时,下列规格尺寸允许单件下料:δ=(8~10)mmD≤200mmδ=(10~15)mmD≤300mmδ>15mmD≤400mm3图22.3板材零件加工余量:——板材零件周边加工余量见表3、图3;——板材零件平面加工余量见表4。表3单位为毫米板材长度L板材宽度B板材厚度H≤25>25~50>50~80>80~100>100~200>200~250加工余量△≤50045781012501~1000567.58.511131001~20005.56.58911132001~40006791012144001~600078101113156001~80008911121416>8000101012141516注1:本表适用于零件加工表面粗糙度为。若高于时,加工余量再增加(1~2)mm。注2:本表加工余量为板材周边单边加工余量,当板的周边都需加工时,表中余量△值应在板的长度L和宽度B方向增加一倍。4图3表4单位为毫米板材长度L板材宽度B≤250>250~500>500~800>800~1000加工余量△≤5004567501~10005678>10006789注1:本表适用于零件加工表面粗糙度为。若高于时,加工余量再增加(1~2)mm。注2:本表加工余量为板材单平面加工余量,当板的两面都需加工时,表中余量△值应在厚度H方向增加一倍。2.4焊接筒形零件加工余量见图4、表5。图45表5单位为毫米直径D或d筒体长度L端面加工余量200201~500501~10001001~2000>2000直径加工余量△60~25010101212124251~50010121214145501~1000121214141661001~200012141416188注1:本表适用于焊接圆筒内圆(或外圆)的加工,内径d-△;外径D+△;若内圆、外圆均需加工,加工余量增加一倍。注2:本表适用于零件加工表面粗糙度为。若高于时,直径加工余量再增加(2~3)mm;端面加工余量再增加(1~2)mm。注3:本表端面加工余量为单边加工余量,当筒体两边都需加工时,表中端面加工余量值应在筒体的长度L方向增加一倍。注4:筒体加工需留工艺夹头余量时,其筒体长度L应增加(20~40)mm。2.5结构件立板孔及端面加工余量(见图5、表6)表6单位为毫米立板孔直径d立板厚e端面加工余量≤2526~5051~100101~150150~200201~500孔加工余量△61~2501012161820224251~5001214182022245501~10001416182022246>10001618202224268注1:本表适用于零件加工表面粗糙度为。若高于时,直径加工余量再增加(2~3)mm;端面加工余量再增加(1~2)mm。选用时,孔的尺寸为d-△。注2:立板端面加工为单板平面加工余量。注3:立板上镶装套筒时,其筒的内径加工余量也可照此表选用。注4:零件采用数控气割方法。6图52.6结构件上同心孔及端面加工余量的增值见表7、图6。表7单位为毫米立板同心孔间距L≤500500~10001000~15001500~20002000~30003000~4000孔直径及端面加工余量的增值△345678注1:本表适用于同心孔零件加工,表面粗糙度为。注2:结构件上同心孔的加工余量,根据表6孔的直径及立板厚度选取加工余量后,再根据表7立板同心孔间距尺寸加上加工余量的增值。注3:结构件上同心孔端面的加工余量,根据表6选取加工余量后,再根据表7立板同心孔间距尺寸加上加工余量的增值。端面加工余量增值为单板平面加工增值。注4:立板上镶装套筒时,其筒内径加工余量的增值也可照此表选用。图62.7结构框架件平面加工余量见图7、表8。7图7表8单位为毫米结构框架长度L加工平面之间距离d或e≤500501~10001001~2000平面单面加工余量△≤500455501~10005661001~20006772001~5000788>50008910注:本表适用于结构框架平面加工,表面粗糙度为。若高于时,加工余量再增加(1~2)mm。2.8轴承座半瓦加工余量见图8、表9。图88表9单位为毫米半瓦厚度H半瓦内孔余量△半瓦结合面余量△1半瓦外侧面余量△2≤5066551~100885101~1601085注1:本表适用于半瓦零件加工,表面粗糙度为。半瓦内孔尺寸为R-△。若高于时,加工余量再增加(1~2)mm。注2:用于整体划线的小车架车轮轴承半瓦加工时,半瓦内孔加工余量△应在表8的基础上再增加(2~3)mm。注3:半瓦外侧是否留取加工余量△2,要依据生产图样而定。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 710496933
710496933
本文标题:焊接金属结构件加工余量
链接地址:https://www.777doc.com/doc-7374220 .html