您好,欢迎访问三七文档
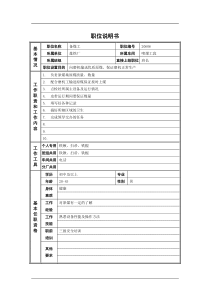
一、A36CNC工艺加工过程A36产品图纸板料:176*91*2.5铝合金6063二、A36CNC工艺流程(1出80)CNC1:加工定位及螺栓用孔CNC4:落料CNC3:反面加工CNC2:正面加工成品三、A36CNC工艺夹位1、治具一:CNC2(正面加工)、CNC3(反面加工)共用治具正面治具反面装夹示意图2、治具二:CNC4(落料)治具正面治具反面装夹示意图四、A36CNC工艺详细刀路图序号工位加工区域刀轨路径CNC11定位孔开粗2定位孔精修3螺栓孔加工CNC24外轮廓开粗CNC25上表面开粗6上表面凸台1加工7上表面凸台2加工8侧面凸台加工9上表面精修CNC210凸台侧面精修11外轮廓精修12上表面凸台1倒角CNC313上表面凸台2倒角14底面开粗CNC315外轮廓开粗16底面精修17底面凸台侧面精修18外轮廓精修19底面凸台倒角CNC420落料21落料面精修1、产品上表面两凸台直径为0.7,下表面两凸台直径为0.9,尺寸过小,加工中容易产生变形。0.66五、A36CNC工艺存在的问题2、产品中侧面凸台与圆柱凸台的最小距离为0.66,距离过小,导致所选用刀具直径小,影响CNC加工效率。3、图示上表面凸台倒角为C0.05,特征太小,不利于CNC加工。五、A36CNC工艺存在的问题4、图示上表面凸台倒角为C0.08,特征太小,不利于CNC加工。5、对图示R0.4的凹面轮廓,为提高加工效率,开粗选用D2.0的精铣刀,精修选用D0.5的精铣刀,可能存在尺寸误差。五、A36CNC工艺存在的问题6、CNC3加工中,治具在Z轴负方向对料带的支撑强度不足,可能导致料带在Z轴负方向产生变形,影响产品尺寸。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 yemaozhishen
yemaozhishen
本文标题:UG编程实例
链接地址:https://www.777doc.com/doc-7446549 .html