您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 交通运输 > 物流规划设计及工位器具设计
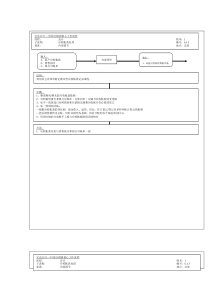
李川2010年6月先进先出综合距离最短避免工件往返运输零件不落地材料清单组织内部生产组织方式一个流分批流(投料周期=生产提前量)供应商送货方式往返式工位器具(周转箱、周转车、仓库笼)单向式工位器具(不回收的一次性包装物)产品交付方式安全库存最大安全库存根据公式计算获得最小安全库存根据供应商到货稳定性及组织内部生产稳定性确定与投入产出周期有关数据相对固定,但需根据实际情况的变化及时作调整。供需双方产能匹配。实际使用以数量为单位,本教程为简化数据和便于理解,以时间单位天为单位。最大安全库存自制件最大安全库存=最小安全库存+投料周期外购件最大安全库存=最小安全库存+订货周期订货周期=每次到货量(要考虑供方的实际送货方式及运输成本最优)条件设定及说明库存单位:天(下同)最低安全库存=3天(下同)订货周期=单次到货量=5天(下同)A、B、C、X代表批次(下同)现场库存指每天开始时原材料的剩余库存量每天最后一班收班后的原材料库存量=第二天第一班开班前的原材料库存量订货周期运输时间日期…123456789101112现场库存…543/876543/87654订单下达…A(5)B(5)C(5)运输时间…到货量…A(5)B(5)原材料还有5天时开始下A批订单,供应商组织装车发运在途时间到货的当天既是最低安全库存日,也是最高安全库存日前一批到货后间隔几天才会下第二批的订单每隔5天订一次货每隔5天到一批货订货周期运输时间日期…12345678现场库存…5/44/33/8/77/66/55/44/33/8/7订单下达…A(5)B(5)运输时间…到货量…A(5)B(5)每天最后一班收班时的原材料库存量到货当天的库存在最后一班收班时会低于最高安全库存每天第一班开班时的原材料库存量每天最后一班收班后的原材料库存量=第二天第一班开班前的原材料库存量订货周期=运输时间日期…123456789101112现场库存…3/876543/876543/87订单下达…A(5)B(5)C(5)运输时间…到货量…A(5)B(5)原材料还有3天时开始下A批订单,供应商组织装车发运前一批到货的当天下第二批的订单订货周期运输时间日期…123456789101112现场库存…3/876543/876543/87订单下达…A(5)B(5)C(5)运输时间…到货量…X(5)A(5)B(5)原材料还有3天时开始下A批订单,供应商组织装车发运下第二批订单后的第二天第一批货才到如果运输时间更长,可能会有两批货同时在途过程稳定的情况下,订货间隔=到货间隔=每次到货量安全库存只是一个理论值,生产组织越有序,实际值越接近理论值,占用的工位器具越少,资源得以最大利用。只要生产在进行,与此有关的库存就是一个变化值。先进先出原则先进先出是相对的,而不是绝对的。相对的先进后出=“永远”别出两层含义:按照生产日期先进先出按照入库日期先进先出如何实现先进先出?流利式货架(滑移式货架)将货物置于滚轮上,利用一边通道存货,另一边通道取货。料架朝出货方向向下倾斜,货物在重力作用下向下滑动。如何实现先进先出?区域置换法3天(A批存货)5天(B批到货)继续消耗A批存货,直至用完5天(B批到货)空区域A批消耗完后开始消耗B批货空区域空区域B批还剩3天量时,C批货应到厂。5天(C批到货)两个区域都要便于存取货(通道旁)空区域工位有补货时任何时候都有至少两个单位的器具在其身旁。正在用的(消耗中)备用件空区域补料,取走空器具两个器具都要便于存取(通道旁),且在操作者身旁,不影响生产开始消耗备用件,应准备向空区域补料物流贯穿生产过程的始终,每一环节都有物流。深入研究物流,不仅可以使物流有序、合理,对提升产品品质同样有不可或缺的重要作用。有序且合理的物流有哪些好处?存货方式货架、仓库笼、周转箱、托盘及其组合运输、转序方式周转车、液压拖车、平板推车托盘、周转箱、仓库笼装卸货方式叉车、行吊、自卸式货车列出材料清单,避免遗漏。每一物料的每一过程的物流方案。(5W2H、五定)(部分提示)用什么装?怎么装?装多少?谁来装?怎么摆放(存放)?支撑物是什么?放在什么地方(区域)?如何取放与转运?谁负责?单工位需要的物料品种与数量?是否需要补货?能否用分类盒?谁补货?每一物料的最小安全库存与订货(投料)周期?确定存放及流转器具,结合实际,全盘协调。品种尽可能少、规格尽量统一,适用性更强。考虑工序间、工段间器具转序的通用性。确定品种规格以后根据最小安全库存与订货(投料)周期计算工位器具需要的数量。由于多品种及零件相互借用等情况,根据同时生产的可能性,适量减少计算数据。在实际使用中如果不够再增添。考虑废料的收纳。需要的基础数据工位器具单位容量单件零件重量、工位器具重量最小安全库存订货(投料)周期班产能、日产能(倒班数)供应商单机用量一般公式最大安全库存=最小安全库存+订货(投料)周期最小安全库存量=单机用量*班产能*倒班数*最小库存天数单次送货(单批投料)量=单机用量*班产能*倒班数*订货(投料)周期一般公式最小安全库存工位器具用量=if(int(最小安全库存量/工位器具单位容量)=最小安全库存量/工位器具单位容量,最小安全库存量/工位器具单位容量,int(最小安全库存量/工位器具单位容量)+1)单次送货工位器具用量=if(int(单次送货量/工位器具单位容量)=单次送货量/工位器具单位容量,单次送货量/工位器具单位容量,int(单次送货量/工位器具单位容量)+1)最大安全库存工位器具用量=最小安全库存工位器具用量+单次送货工位器具用量延伸补充因内部生产与生产组织方式有关,不在本教程阐释。仅对外协外购件阐释。单向流动的最大安全库存工位器具用量=最小安全库存工位器具用量+单次送货工位器具用量双向流动的(独家供货)最大安全库存工位器具用量=最小安全库存工位器具用量+单次送货工位器具用量*2供应商在带来货物的同时也带来了相匹配数量的工位器具,返回时要带走相同数量的工位器具。延伸补充双向流动的(多家供货)最大安全库存工位器具用量=最小安全库存工位器具用量+每家单次送货工位器具用量+单次最大送货量工位器具用量要考虑额定容量后整包装器具的重量有适宜的搬运及取放方式。行车(3吨以内)叉车(1.5吨以内)人力(30㎏左右)明确每一物料的定置区域,严格按规划定置,禁止乱用工位器具和乱占区域。明确每一工位器具的使用范围与责任人。摆放整齐、有序,保持清洁。标识整洁、清晰、准确,信息完整。原则品种尽可能少、规格尽量统一,不宜过大。空间利用最大化(少占用空间并尽可能多利用空间,向空中发展)通用性(工序、工段、车间、厂际间的周转,适用于多种零件,多种卸货方式,不同种类工位器具的混合使用)。适用性。便于转运(手推车、液压拖车、叉车、行吊等),有着力点且受力均衡。原则组成材料尽可能选用常用材质及型材,如:焊管、方管、矩管、角材、槽钢、圆钢、钢板等,规格尽可能选用常用的或市场上能买到的。便于零件点数。起到防护作用。细则美观。长、宽、高比例协调。空心件的对接应尽量避免空洞朝外。避免如下的对接方式:角材对接(×)方管对接(×)不合理细则美观。长、宽、高比例协调。空心件的对接应尽量避免空洞朝外。避免如下的对接方式:角材对接(√)方管对接(√)合理细则安全性。应根据存放零件的形状、大小、重量等特点选择材料,保证工位器具的强度和刚度。焊管的转角尽可能采用弯管,尤其是向外凸出处。打磨切割产生的毛刺及不平的焊缝。外露的尖角必须倒圆或倒角,避免伤人。细则手推车的轮子绝对禁止采用焊接方式,必须采用螺纹联接,便于拆换。轮子材料应选用合适材料,减小与地面的摩擦力。固定工位器具底层以下最少留150mm以上净空间便于清扫。不要遗漏了看板并确定看板的存放方式及位置。工作台的高度要合理,符合人机工程。流水线上零件存放架应采用斜台面,便于零件顺滑和取件。周转箱口部可考虑取件一侧稍低。细则周转用工位器具的循环路线要清楚、合理。工位器具要细化到每个工位,并考虑工序产生废料的收集。工位器具的结构形式根据实际情况确定。每种工位器具图纸评审后先出样品,样品评审通过后再全部投入加工。处处留心皆学问。处处留心积学问。关键在于运用与执行。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 wybb
wybb
本文标题:物流规划设计及工位器具设计
链接地址:https://www.777doc.com/doc-760795 .html