您好,欢迎访问三七文档
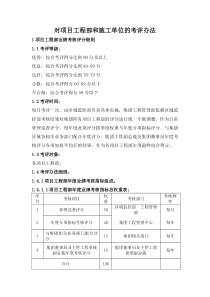
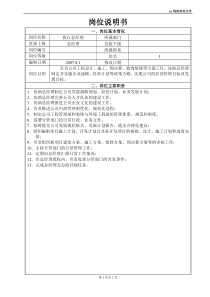
惠州德信诚培训中心TEL:0752-227969018923606035杨小姐惠州培训网:qs100@qs100.net德信诚精益生产简介课堂要求欢迎阁下参加本次惠州德信诚培训中心课程,本课程将为您打下一个良好的基础,提高您的能力和水平。请注意以下的几点:1、手机请将您的手机开为振动或关闭。2、吸烟在课堂内请不要吸烟。3、其它课期间请不要大声喧哗,举手提问;不要随意走动。JIT的基本思想是:只在需要的时候、按需要的量、生产所需的产品,故又被称为准时制生产、适时生产方式、看板生产方式。JIT的核心是:零库存和快速应对市场变化。精益生产不断消除所有不增加产品价值的工作,所以,精益是一种减少浪费的经营哲学。JustInTime适品·适量·适时精益生产简介拓展培训是企业的义务接受培训是员工的权利华为大学---2005中国电信学院---2008富士康IE学院---2005光宝IE学院海尔大学---1999TCL集团领导力开发学院联想管理学院工作中学习,学习后工作精益生产屋架构最佳品質﹐最低成本﹐最短前置期﹐最佳安全性﹐最高員工士氣平准化生產穩定且標准化的流程目視管理+5S+標准作業)合理用人適量的半成品存貨合理用機器品質保障數量及交貨期得到保障減少浪費﹐持續改善自働化及時生產現場現物注意浪費情形五個“為什么”解決問題人員與團隊共同目標訓練精益生产展开的构造一、制造系统演化史手工生产大规模生产精益生产敏捷生产一、制造系统演化史类别主要特点手工生产手工艺制造部件;优秀的质量;很昂贵;生产量低大批量生产裝配线-福特20世紀20年代;简单化的工作;可以互换的部件;低廉的價格,數以亿计的批量精益生产单元式或柔性裝配线;丰富的工作內容,高熟练工人;可以互換的部件,更多的品种;优秀的质量导向;全球的竞争和时常;少批量、多品種敏捷制造价值链,強調企业间的合作;重视員工,员工的培养和再教育作为企业长期投资行为;与用戶建立“战略依存”关系,用戶參與制造的全過程;按订单组织生产,以合适的价格生产顾客的订制产品或顾客个性化产品精益生产(LeanProduction)是美国麻省理工学院数位国际汽车计划组织的专家对日本丰田准时化生产JIT(JustInTime)生产方式的赞誉称呼。益:即所有经营活动都要有益有效,具有经济效益。精:即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品);二、精益生产簡介定义:精益生产是通过系统结构、人员组织、运行方式和市场供求等方面的变革,使生产系统能很快适应用户需求不断变化,并能使生产过程中一切无用、多余的东西被精简,最终达到包括市场供销在内的生产的各方面最好的结果。二、精益生产簡介核心:消除一切无效劳动和浪费,它把目标确定在尽善尽美上,通过不断地降低成本、提高质量、增强生产灵活性、实现无废品和零库存等手段确保企业在市场竞争中的优势,同时,精益生产把责任下放到组织结构的各个层次,采用小组工作法,充分调动全体职工的积极性和聪明才智,把缺陷和浪费及时地消灭在每一个岗位。二、精益生产簡介1.1管理技术背景二战以后,日本汽车工业开始起步,但此时统治世界的生产模式是以美国福特制为代表的大量生产方式。1960年代开始,以丰田为代表的日本汽车制造业通过实施JIT生产模式(如看板管理、全面质量管理(TQM)、快速换模等技术),以低成本、高质量的突出优势迅速占领美国汽车市场,引发了美日之间长达十年的汽车贸易战1.2丰田式生产方式发展的环境在战后资金不足,技术落后的环境下,丰田汽车公司在不可能、也不必要走大批量生产方式的道路的情况下,根据自身的特点,逐步创立了一种独特的多品种、小批量、高质量和低消耗的生产方式。历史背景1.3精益生产效率的体现1973年的石油危机,将整个西方经济带入了黑暗的缓慢成长期。大批量生产所具有的弱点日趋明显,与此同时,丰田公司的业绩开始上升,与其他汽车制造企业的距离越来越大,精益生产方式开始真正为世人所瞩目。1.4美国对精益生产的研究1980年日本以其1100万辆的产量全面超过美国,成为世界汽车制造第一大国。1985年,美国麻省理工学院的DanielRoos(丹尼尔·琼斯)教授等筹资500万美元,用了近5年的时间对90多家汽车厂进行考察,于1995年出版了《改变世界的机器)(“TheMachinechangedtheWorld”)一书,将丰田生产方式定名为精益生产(LeanProduction),并对其管理思想的特点与内涵进行了详细的描述。历史背景1.5世界各国对精益生产的实践随着日本制造业在国际竞争中的节节胜利,精益生产方式在实践上也逐步被诸多企业所采用。首先在汽车行业内,几乎所有的大型汽车制造厂商都开始吸收精益生产的思想,推行“准时化(JIT)”生产,加强企业间的协作……。近几年,世界范围的对企业人事管理的改革及一些企业再造的活动,很多都受到了精益生产思想的影响。在世界范围的精益生产的推行与实践中,有的获得了巨大成功,但有相当数量的企业并未获得预想的成功,甚至带来了相当的负效应(据有关资料统计,约1/3的企业效果不理想或有负效应)。究其原因,则非常复杂,有推行过程中的问题,有行业中生产特点问题,也有社会文化问题,不一而论。历史背景(1)拉动式准时化生产--以最终用户的需求为生产起点。--强调物流平衡,追求零库存,要求上一道工序加工完的零件立即可以进入下一道工序。--组织生产线依靠一种称为看板(Kanban)的形式。即由看板传递下道向上道工序需求的信息(看板的形式不限,关键在于能够传递信息)。--生产中的节拍可由人工于预、控制,但重在保证生产中的物流平衡(对于每一道工序来说,即为保证对后退工序供应的准时化)。--由于采用拉动式生产,生产中的计划与调度实质上是由各个生产单元自己完成,在形式上不采用集中计划,但操作过程中生产单元之间的协调则极为必要。精益生产的特点2)全面质量管理--强调质量是生产出来而非检验出来的,由生产中的质量管理来保证最终质量。--生产过程中对质量的检验与控制在每一道工序都进行。重在培养每位员工的质量意识,在每一道工序进行时注意质量的检测与控制,保证及时发现质量问题。--如果在生产过程中发现质量问题,根据情况,可以立即停止生产,直至解决问题,从而保证不出现对不合格品的无效加工。--对于出现的质量问题,一般是组织相关的技术与生产人员作为一个小组,一起协作,尽快解决。精益生产的特点3)团队工作法(Teamwork)--每位员工在工作中不仅是执行上级的命令,更重要的是积极地参与,起到决策与辅助决策的作用。--组织团队的原则并不完全按行政组织来划分,而主要根据业务的关系来划分。--团队成员强调一专多能,要求能够比较熟悉团队内其他工作人员的工作,保证工作协调的顺利进行。--团队人员工作业绩的评定受团队内部的评价的影响。(这与日本独特的人事制度关系较大)--团队工作的基本氛围是信任,以一种长期的监督控制为主,而避免对每一步工作的稽核,提高工作效率。--团队的组织是变动的,针对不同的事物,建立不同的团队,同一个人可能属于不同的团队。精益生产的特点(4)并行工程(ConcurrentEngineering)--在产品的设计开发期间,将概念设计、结构设计、工艺设计、最终需求等结合起来,保证以最快的速度按要求的质量完成。--各项工作由与此相关的项目小组完成。进程中小组成员各自安排自身的工作,但可以定期或随时反馈信息并对出现的问题协调解决。--依据适当的信息系统工具,反馈与协调整个项目的进行。利用现代CIM技术,在产品的研制与开发期间,辅助项目进程的并行化。精益生产的特点实施精益生产的六个方面1.实施精益生产的基础-----通過5S活動來提升現場管理水平2.准时化生产--------------JIT生產系統。主要工具有11個:A平衡生产周期-----单件产品生产时间T/T、CTB持续改善C一个流生产D单元生产----cellproductionE价值分析VA/VEF方法研究IEG拉动生产与看板H可视化管理I減少生产周期---leadtimeJ全面生产维护(TPM)K快速换模(SEMD)3.在产品开发和生产过程要始终贯彻6σ质量管理原则,主要包括:A操作者的质量责任B操作者主动停线的工作概念C防错系统技术D标准作业SO和作业标准OSE先进先出控制FIFOF根本原因的找出5WHY4.发挥劳动力的主观能动性(teamwork)5.可视化管理6.不断追求完美实施精益生产的六个方面精益生产追求的目标7个“零”目标☆零切换浪费P☆零库存I☆零浪费C☆零不良Q☆零故障M☆零停滞D☆零事故S7个“零”目标零目标目的现状思考原则与方法零切换浪费多品种对应切换时间长,切换后不稳定·经济批量·物流方式JIT·生产计划标准化·作业管理·标准化作业零库存发现真正问题大量库存造成成本高、周转困难,且看不到真正的问题在哪里·探求必要库存的原因·库存规模的合理使用·均衡化生产·设备流水化零浪费降低成本“地下工厂”浪费严重,似乎无法发现、无法消除·整体能力协调·拉式生产彻底暴露问题·流程路线图7个“零”目标productsinventorycostproductsinventorycostinventory7个“零”目标零目标目的现状思考原则与方法零不良质量保证低级错误频发,不良率高企,批量事故多发,忙于“救火”·三不主义·零缺陷运动·工作质量·全员质量改善活动·自主研究活动·质量改善工具运用零故障生产效率故障频繁发生,加班加点与待工待料一样多·效率管理·TPM全面设备维护·故障分析与故障源对策·初期清扫与自主维护零停滞缩短交货期交货期长、延迟交货多顾客投诉多,加班加点、赶工赶料·同步化、均衡化·生产布局改善·设备小型化、专用化7个“零”目标qualitymaintenancedelivery7个“零”目标零目标目的现状思考原则与方法零事故安全保证忙于赶货疲于奔命,忽视安全事故频发,意识淡薄,人为事故多·安全第一·5S活动·KYT危险预知训练·定期巡查·安全教育活动·安全改善活动7个“零”目标safety意识改善丰田人认为,工厂任何时刻都可能有85%的工人没有在有效地工作:5%的人看不出来是在工作。25%的人正在等待着什么。30%的人可能正在为增加库存而工作25%的人正在按照低效的标准或方法工作意识改善的基本步骤意识改革作业改善设备改善(1)假效率与真效率10个人1天生产100件产品10个人1天生产120件产品8个人1天生产100件产品例:市场需求100件/天假效率真效率(2)个别效率与整体效率项目工序1工序2工序3工序4能力100件/H125件/H80件/H100件/H达成率100%125%80%80%奖金标准产量奖金125%奖金00效率个别效率合格个别效率高个别效率低个别效率低能力需求:100件/H(3)可动率与运转率可动率运转率生产时间%设备可以有效运转(有效产出)的时间设备有效运转(有效产出)时间%设备必要的有效运转(有效产出)时间可动率越高越好,理想为100%(4)省力化、省人化与少人化省力化:不消除浪费,就引进高性能的机器,即使节省0.9人的工作量,也只是使作业者更轻松而已.0.1人的工作量同样还是需要一个人省人化:通過改善,同時取得作業者的理解,得到他們的協助,減少人員少人化:需要以最少的人員來對應市場的需求(4)省力化、省人化与少人化(4)省力化、省人化与少人化省人化和少人化的区别通過作業改善來減少人數,降低成本.省人化配合生产量的变动,调整编制人员.少人化省力化通过机械化和工序改善,减少操作者体力消耗。省人化通过多工序作业,减少操作人员。少人化省力化+省人化+消除动作浪费,用最少的人仅生产市场需要的数量。易难足缺精益生产实施过程Step1流线化生产Step2安定化生产Step3平稳化生产Step4适时化生产精益生产的四个阶段1、水平布置与垂直布置2、流线生产与批量生产区别3、流线化生产的八个条件4、
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 a117312535
a117312535
本文标题:德信诚精益生产简介
链接地址:https://www.777doc.com/doc-7920379 .html