您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JBT 7949-1999 钢结构焊缝外形尺寸
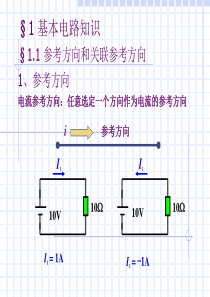
1中华人民共和国机械行业标准JB/T7949--1999钢结构焊缝外形尺寸Weldouterdimensionsforsteelconstruction1999-06-24发布2000-01-01实施国家机械工业局发布2JB/T7949--1999前言本标准是对JB/T7949--95《钢结构焊缝外形尺寸》进行的修订。修订时,对原标准做了编辑性修改,其主要技术内容没有变化。本标准自实施之日起代替JB/T7949--95。本标准由全国焊接标准化技术委员会提出并归口。本标准负责起草单位:哈尔滨焊接研究所、大连起重机厂。本标准主要起草人:姬文晶、孙玉英。本标准于1989年以GB10854发布,于1995年调整为JB/T7949。本次修订系首次修订。3中华人民共和国机械行业标准JB/T7949--1999钢结构焊缝外形尺寸代替JB/T7949—95Weldouterdimensionsforsteelconstruction1范围本标准规定了钢结构焊接接头的焊缝外形尺寸。本标准适用于钢结构的熔化焊对接和角接接头的外形尺寸的检验。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T324--1988焊缝符号表示法GB/T985--1988气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T986--1988埋弧焊焊缝坡口的基本形式与尺寸3总则3.1焊缝外形尺寸检验前,其焊缝及两侧必须清除熔渣、飞溅及其他污物。3.2焊缝外形尺寸检验主要用肉眼借助有关辅助量具进行。检验时要保证良好的照明。3.3焊缝的坡口形式与尺寸应符合GB/T985和GB/T986的有关规定。3.4焊缝外形尺寸的标注应按GB/T324的有关规定执行。4外形尺寸4.1焊缝外形应均匀,焊道与焊道及焊道与基本金属之间应平滑过渡。4.2I形坡口对接焊缝(包括I形带垫板对接焊缝)见图1。其焊缝宽度c=b+2a及余高h值应符合表1的规定。4.3非I形坡口对接焊缝(GB/T985、GB/T986中除I形坡口外的各种对接坡口形式的焊缝)见图2。其焊缝宽度c=g+2a及余高h值应符合表1的规定。4表1焊缝外形尺寸mm焊接方法焊缝形式焊缝宽度c焊缝余高hCminCmax埋弧焊I形焊缝b+8b+28O~3非I形焊缝g+4g+14平工电弧焊及气体保护焊I形焊缝b+4b+8平焊:0~3其余:0~4非I形焊缝g+4g+8注1表中b值为符合GB/T985、GB/T986要求的实际装配值。2g值计算结果若带小数时,可利用数字修约法计算到整数位。g值按式(1)和式(2)计算,并见图3。图3a)中:g=2(-p)tan+b……………………………………………………(1)图3b)中:g=2(-R-P)tan+2R+b……………………………………………(2)4.4焊缝最大宽度cmax和最小宽度cmin的差值,在任意50mm焊缝长度范围内不得大于4mm,整个焊缝长度范围内不得大于5mm。4.5焊缝边缘直线度f,在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴5向的直线度f如图4所示,其值应符合表2的规定。表2焊缝边缘直线度mm焊接方法焊缝边缘直线度f埋弧焊≤4手工电弧焊及气体保护焊≤34.6焊缝表面凹凸,在焊缝任意25mm长度范围内,焊缝余高hmax-hmin的差值不得大于2mm,见图5。4.7角焊缝的焊脚尺寸K值由设计或有关技术文件注明,其焊脚尺寸K值的偏差应符合表3的规定。表3焊脚尺寸允许偏差mm焊接方法尺寸偏差K12K≥12埋弧焊+4+5手工电弧焊及气体保护焊+3+45焊缝外形尺寸经检验超出上述规定时,应进行修磨或按一定工艺进行局部补焊,返修后应符合本标准的规定。且补焊的焊缝应与原焊缝间保持圆滑过渡。6特殊要求的焊缝外形尺寸,可参照有关标准和技术条件执行。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 翟大龙
翟大龙
本文标题:JBT 7949-1999 钢结构焊缝外形尺寸
链接地址:https://www.777doc.com/doc-7940889 .html