您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 建筑钢结构焊接技术规程JGJ 81-2002(下)
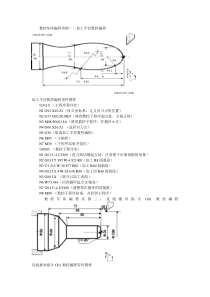
筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-6焊接工艺6.1一般规定6.1.1钢材除应符合本规程第3章的相应规定外,尚应符合下列要求:1清除待焊处表面的水、氧化皮、锈、油污;2焊接坡口边缘上钢材的夹层缺陷长度超过25mm时,应采用无损探伤检测其深度,如深度不大于6mm,应用机械方法清除;如深度大于6mm,应用机械方法清除后焊接填满;若缺陷深度大于25mm时,应采用超声波探伤测定其尺寸,当单个缺陷面积(a×d)或聚集缺陷的总面积不超过被切割钢材总面积(B×L)的4%时为合格,否则该板不宜使用;3钢材内部的夹层缺陷,其尺寸不超过第2款的规定且位置离母材坡口表面距离(b)大于或等于25mm时不需要修理;如该距离小于25mm则应进行修补,其修补方法应符合6.6节的规定;4夹层缺陷是裂纹时(见图6.1.1),如裂纹长度(a)和深度(d)均不大于50mm,其修补方法应符合第6.6节的规定;如裂纹深度超过50mm或累计长度超过板宽的20%时,该钢板不宜使用。6.1.2焊接材料除应符合本规程第3章的有关规定外,尚应符合下列规定:1焊条、焊丝、焊剂和熔嘴应储存在干燥、通风良好的地方,由专人保管;2焊条、熔嘴、焊剂和药芯焊丝在使用前,必须按产品说明书及有关工艺文件的规定进行烘干。3低氢型焊条烘干温度应为350~380 ,保温时间应为1.5~2h,烘干后应缓冷放置于110~120 的保温箱中存放、待用;使用时应置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用;第95页共160页2002@筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-4实芯焊丝及熔嘴导管应无油污、锈蚀,镀铜层应完好无损;5焊钉的外观质量和力学性能及焊接瓷环尺寸应符合现行国家标准《圆柱头焊钉》(GB10433)的规定,并应由制造厂提供焊钉性能检验及其焊接端的鉴定资料。焊钉保存时应有防潮措施;焊钉及母材焊接区如有水、氧化皮、锈、漆、油污、水泥灰渣等杂质,应清除干净方可施焊。受潮的焊接瓷环使用前应经120 烘干2h;6焊条、焊剂烘干装置及保温装置的加热、测温、控温性能应符合使用要求;二氧化碳气体保护电弧焊所用的二氧化碳气瓶必须装有预热干燥器。6.1.3焊接不同类别钢材时,焊接材料的匹配应符合设计要求。常用结构钢材采用手工电弧焊、CO2气体保护焊和埋弧焊进行焊接时,焊接材料可按表6.1.3-1~表6.1.3-3的规定选配。第96页共160页2002@筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-表6.3.1-1常用结构钢材手工电弧焊接材料的选配钢材手工电弧焊焊条屈服强度③σS(MPa)冲击功③熔敷金属性能③牌号等级抗拉强度③σb(MPa)δ≤16(mm)δ>50~100(mm)T(℃)Akv(J)型号示例抗拉强度σb(MPa)屈服强度σS(MPa)延伸率δ5(%)冲击功≥27J时试验温度(℃)A——E4303①0B20270C027-20Q235D375~460235205④-2027E4303①E4328、E4315、E431642033022-30A——E4303①0-30Q295B390~5702952352034E4315、E4316、E432842033022-20AE5003①200B2034E5003①、E5015、E5016、E5018C034D-2034E5015、E5016、E5018-30Q345E470~630345275-4027②49039022②第97页共160页2002@筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-续表钢材手工电弧焊焊条屈服强度③σS(MPa)冲击功③熔敷金属性能③牌号等级抗拉强度③σb(MPa)δ≤16(mm)δ>50~10(mm)T(℃)Akv(J)型号示例抗拉强度σb(MPa)屈服强度σS(MPa)延伸率δ5(%)冲击功≥27J时试验温度(℃)A--B203449039022C034D-2034E5015、E5016、E5515-D3、-G、E5516-D3、-G-30Q390E490~650390330-4027②54044017②A--B2034C034D-2034E5515-D3、-G、E5516-D3、-G-30Q420E520~680420360-4027②54044017②C034D-2034E6015-D1、-G、E5516-D1、-G-30Q460E550~720460400-4027②59049015②注:①用于一般结构;②由供需双方协议;③表中钢材及焊材熔敷金属力学性能的单值均为昀小值;④为板厚δ>60~100mm时的σS值第98页共160页2002@筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-表6.1.3-2常用结构钢材CO2①气体保护焊实芯焊丝的选配钢材熔敷金属性能④冲击功牌号等级焊丝型号示例抗拉强度σb(MPa)屈服强度σS(MPa)延伸率δ5(%)T(℃)Akv(J)ABER49-1②49037220常温47C-29Q235DER50-650042022-1827AER49-1②ER49-649037220常温47Q295BER50-3EB50-650042022-1827AER49-1②49037220常温47BER50-350042022-2027CDER50-250042022-2927Q345E③③③ABCER50-350042022-1827DER50-250042022-2927Q390E③③③ABCDER55—D255047017-2927Q420E③③③CDER55-D255047017-2927Q460E③③③注:①含Ar-CO2混合气体保护焊;②用于一般结构,其它用于重大结构;③按供需协议;④表中焊材熔敷金属力学性能的单值均为昀小值第99页共160页2002@筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-表6.1.3-3常用结构钢埋弧焊焊接材料的选配钢材等级焊剂型号-焊丝牌号示例A、B、CF4A0-H08AQ235DF4A2-H08AQ295牌号AF5004-H08A①、F5004-H08MnA②BF5014-H08A①、F5014-H08MnA②AF5004-H08A①、F5004-H08MnA②、F5004-H10Mn2②BF5014-H08A①、F5014-H08MnA②、F5014-H10Mn2②F5011-H08A①、F5011-H08MnA②、F5011-H10Mn2②CF5024-H08A①、F5024-H08MnA、F5024-H10Mn2②F5021-H08A①、F5021-H08MnA②、F5021-H10Mn2②DF5034-H08A①、F5034-H08MnA②、F5034-H10Mn2②F5031-H08A①、F5031-H08MnA②、F5031-H10Mn2②Q345EF5041③A、BF5011-H08MnA①、F5011-H10Mn2②、F5011-H08MnMoA②CF5021-H08MnA①、F5021-H10Mn2②、F5021-H08MnMoA②DF5031-H08MnA①、F5031-H10Mn2②、F5031-H08MnMoA②Q390EF5041③A、BF6011-H10Mn2②、F6011-H08MnMoA②CF6021-H10Mn2②、F6021-H08MnMoA②DF6031-H10Mn2②、F6031-H08MnMoA②Q420EF6041③CF6021-H08MnMoA②DF6031-H08Mn2MoVA②Q460EF6041③注:①薄板I形坡口对接;②中、厚板坡口对接;③供需双方协议②6.1.4焊缝坡口表面及组装质量应符合下列要求:第100页共160页2002@1焊接坡口可用火焰切割或机械方法加工。当采用火焰切割时,切割面质量应符合国家现行标准《热切割、气割质量和尺寸偏差》(ZBJ-59002.3)的相应规定。缺棱为1~3mm时,应修磨平整;缺棱超过3mm时,应用直径不超过3.2mm的低氢型焊筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-条补焊,并修磨平整。当采用机械方法加工坡口时,加工表面不应有台阶;2施焊前,焊工应检查焊接部位的组装和表面清理的质量,如不符合要求,应修磨补焊合格后方能施焊。各种焊接方法焊接坡口组装允许偏差值应符合表4.2.2~4.2.7的规定。坡口组装间隙超过允许偏差规定时,可在坡口单侧或两侧堆焊、修磨使其符合要求,但当坡口组装间隙超过较薄板厚度2倍或大于20mm时,不应用堆焊方法增加构件长度和减小组装间隙;3搭接接头及T形角接接头组装间隙超过1mm或管材T、K、Y形接头组装间隙超过1.5mm时,施焊的焊脚尺寸应比设计要求值增大并应符合第4.3节的规定。但T形角接接头组装间隙超过5mm时,应事先在板端堆焊并修磨平整或在间隙内堆焊填补后施焊;4严禁在接头间隙中填塞焊条头、铁块等杂物。6.1.5焊接工艺文件应符合下列要求:1施工前应由焊接技术责任人员根据焊接工艺评定结果编制焊接工艺文件,并向有关操作人员进行技术交底,施工中应严格遵守工艺文件的规定;2焊接工艺文件应包括下列内容:1)焊接方法或焊接方法的组合;2)母材的牌号、厚度及其它相关尺寸;3)焊接材料型号、规格;4)焊接接头形式、坡口形状及尺寸允许偏差;5)夹具、定位焊、衬垫的要求;6)焊接电流、焊接电压、焊接速度、焊接层次、清根要求、焊接顺序等焊接工艺参数规定;7)预热温度及层间温度范围;8)后热、焊后消除应力处理工艺;9)检验方法及合格标准;10)其它必要的规定。6.1.6焊接作业环境应符合以下要求:1焊接作业区风速当手工电弧焊超过8m/s、气体保护电弧焊及药芯焊丝电弧焊超过2m/s时,应设防风棚或采取其它防风措施。制作车间内焊接作业区有穿堂风或鼓风机时,也应按以上规定设挡风装置;第101页共160页2002@2焊接作业区的相对湿度不得大于90%;3当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施;筑龙网@筑龙网《建筑钢结构焊接技术规程》资料编号:JGJ81-4焊接作业区环境温度低于0 时,应将构件焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20 以上后方可施焊,且在焊接过程中均不应低于这一温度。实际加热温度应根据构件构造特点、钢材类别及质量等级和焊接性、焊接材料熔敷金属扩散氢含量、焊接方法和焊接热输入等因素确定,其加热温度应高于常温下的焊接预热温度,并由焊接技术责任人员制订出作业方案经认可后方可实施。作业方案应保证焊工操作技能不受环境低温的影响,同时对构件采取必要的保温措施;5焊接作业区环境超出本条第1、4款规定但必须焊接时,应对焊接作业区设置防护棚并由施工企业制订出具体方案,连同低温焊接工艺参数、措施报监理工程师确认后方可实施。6.1.7引弧板、引出板、垫板应符合下列要求:1严禁在承受动荷载且需经疲劳验算构件焊缝以外的母材上打火、引弧或装焊夹具;2不应在焊缝以外的母材上打火、引弧;3T形接头、十字形接头、角接接头和对接接头主焊缝两端,必须配置引弧板和引出板,其材质应和被焊母材相同,坡口形式应与被焊焊缝相同,禁止使用其它材质的材料充当引弧板和引出板;4手工电弧焊和气体保护电弧焊焊缝引出长度应大于25mm。其引弧板和引出板宽度应大于50mm,长度宜为板厚的1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 mertesacker
mertesacker
本文标题:建筑钢结构焊接技术规程JGJ 81-2002(下)
链接地址:https://www.777doc.com/doc-8138379 .html