您好,欢迎访问三七文档
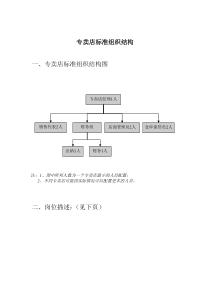
当前位置:首页 > 临时分类 > 现场切割作业指导规范书
现场切割作业指导规范书.目的:规范激光镭射机作业二.范围:激光镭射机作业三.定义:四.职责:作业员严格按本规范操作五.作业内容:1.操作顺序1.1检查来料生产流程单,确认来料的机种编号和数量是否与流程单相符;1.2打开镭射机和计算机电源,检查机器是否能正常运行;1.3打开AUTOCAD或者ymlaser.exe装载相应图形;1.4调小光强(光强根据对位材料定,一般白纸为10至15)在平台上试切图形,如平台上己有相应镭射线,必须核对其镭射线的准确性;1.5双手拿住产品两边将产品放入平台Film朝上(如图1),用空余边缘位置对位起始位置,调整光强和速度试切一条线(效果以反向折100度能断且无烧边等不良现象为准),调整至适当光强和速度,注:如产品不断应加大光强或调小速度,如镭射过度则反之;1.6打开吸风、吹风、吸气等电机电源;1.7将产品的切割标记与平台切割线对准;1.8按重复键开始镭射;1.9镭射完毕,先用双手将产品轻轻抬起一边,然后将承托板放入产品下,双手拿起产品(如图2);图1图21.10检查镭射线是否OK,有无白烟等现象,裂片效果是否OK;1.11镭射效果确认OK后重复1.7,1.8,1.9进行作业;1.12所有产品镭射完后,清点并记录数量,填写流程卡和产品一起流入下工序;1.13工作完成后,将计算机、镭射机和相关电机电源关闭;2.图纸的绘制和输出2.1先用AUTOCAD根据排版和玻璃尺寸画出方格状切割图,线条长度X方向小于400mm、Y方向小于350mm;2.2将图纸保存成AUTOCAD2004版本的DXF格式,文件命名为型号名加fcg;2.3输出方式可由AUTOCAD直接输出,也可由ymlaser.exe导入图形再输出;注:如用ACTOCAD输出时图形应放在0图层方能输出;2.4输出图形时选择好相关参数、端口,光强和速度采用机器默认;3.镭射机相关参数设置3.1当产品放置平台后,激光口焦距保持在4.5mm~5.0mm3.2设置光强(最大光强23~25最小光强22~24)速度为8~10m/min;4.注意事项4.1每次生产所切第一组必须等剥片时效果OK时方可进行批量作业;4.2设备工作时,注意镭射过程,避免白烟等异常产生;4.3当发现平台上的对位线无法与玻璃切割标记对准时,应立即停止作业并通知相关人员处理;4.4检查冷却水是否足够,若水泵高出水面外需加水,保持水体洁净,水温保持不大于35℃;4.5检查反射镜,聚光镜是否干净,若有污物,用棉球或棉纸沾调配好的乙醚和无水乙醇擦拭;4.6当发现平台不固定或不平整时,请及时停止生产并通知相关负责人处理;5.维护和保养5.1每半个月清洁导轨(注油前用软棉布清除部件表面污积)加注润滑油;5.2每星期清洗水箱与更换循环水一次(机器工作前一定保证激光管内充满循环水);5.3风机的清洁(当风机出现排烟不畅时,需除去里面的灰尘);5.4每天开机前需清洁镜片(擦试镜片时应轻轻擦试,轻拿轻放,安置聚光镜时应凹面朝下)及平台;离型膜检验规范1、目的:规范离型膜的检验方法及标准。2、适用范围:仓库进料或库存之离型膜。3、定义:无。4、职责:4.1品管员:严格按本规范进行检验作业。5、作业内容:5.1检验方式:一般外观检验,每3卷抽检一卷,抽检长度为300mm.以此类推。尺寸检验,宽度每3卷抽测1卷,长度依供应商来料标签。5.2检验项目及标准如下:序号检验项目检验标准检验方法/工具1标签、型号核对标签,型号依送货单或送检单目测2外观表面不得有污渍,破损,皱折,杂色点按小于0.15mm距离20mm,每300mm/3个(含)以下接收。目测3尺寸宽度尺寸按±2mm接收钢卷尺裂片削边作业规范一.目的:规范手工剥片作业二.范围:手工剥片作业三.定义:四.职责:操作人员严格按本规范进行作业五.作业内容:1.操作作业规范1.1裂条作业:1.1.1.双手握紧承托板(如图1)将裁好的玻璃小心搬运到工作台上;1.1.2.双手拿住玻璃的两边平放在黑皮上,然后双手手指轻握住玻璃向左右两边轻轻裂开;(如图2)1.1.3.裂条时一般不能超过5层,裂条时双手要用力均匀,裂开后的玻璃不能有批峰、不规则裂纹、破裂等不良现象;1.2.多层裂片1.2.1.双手拿住已裂条的玻璃,然后双手手指轻握住玻璃向左右两边轻轻裂开(如图3)1.2.2.多层裂片时则多张玻璃的四边一定要上下对齐,以免因多张玻璃上下边没有对齐而造成批峰、不规则裂纹、破裂等不良现象;1.2.3.每次裂片完的产品应依次整齐的放置在工作台上,高度应为5~10层且不超过25mm;(如图4)1.3.单片裂片1.3.1.双手取一已裂条的产品,然后双手手指轻握住玻璃向左右两边轻轻裂开;(如图5)1.3.2.裂片时双手要用力均匀,裂开后需检查玻璃是否有批峰、不规则裂纹、破裂等不良现象;图1握紧承托板图2裂条图3多层裂片图4每次裂片依次摆放1.4放料盒:1.4.1.把待装产品的黑色料盒放于台面正前方;1.4.2.左手拿起一片裂片完的产品,检查Film是否有大边,如有,右手拿刀片(刀片须与玻璃边倾斜约15°)沿玻璃边一次性将多出和上线大边削去,确认产品边缘光滑、平整,无毛屑等不良后,然后将产品轻放于黑色料盒内;1.4.3.重复第2步,直到把黑色料盒放满或把所有要装的材料放完,再在黑色料盒上面放一张填写好的产品标识单;2.注意事项2.1.裂片时裁切线面向上,同时一定要用力均匀向下裂;2.2.多片裂片时一定要四边对齐;2.3.裂片产品时不能有崩角、批峰、不规则裂纹、破裂等不良现象,若Glass有大边或批峰须进行磨边处理;2.4.边料比较小或比较厚的玻璃可借助钳子裂片;2.5.GLASS厚度在0.7mm以下(含0.7mm)的,均需在裁切后立即裂片(因过薄的玻璃裁切后,长时间放置易产生应力扩散现象);另,若相关人员裂片,必须严格按照以上要求作业;2.6.裂片后清扫工作台面时,在清扫的方向一边,不能放置装有产品的料架盒、周转箱,若裂片工位周围有空料架盒及周转箱使用前一定要清洁干净,否则不能在生产中使用;2.7.根据产品生产要求选择多层裂片或单片裂片方式。图5单片裂片图6削边图6削边
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 tanyong1010
tanyong1010
本文标题:现场切割作业指导规范书
链接地址:https://www.777doc.com/doc-8510969 .html