您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 大型尿素合成装置316L(尿素级)管道焊接施工方案
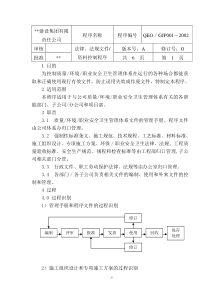
大型尿素合成装置316L(尿素级)管道焊接施工方案一、施工任务我公司2007年度大修计划中尿素合成装置有部分316L管道更换,规格从DN150到DN100,压力为中压、高压。二、施工准备1.对施工材料进行检查,阀门、管道、管件规格、材质符合要求,并且有质量保证书。材料表面无缺陷,管口椭圆度、弯头角度符合要求,法兰面无径向划痕。2.现场技术交底清楚,施工方案经各方确认后方可施工。3.磨光机、电焊机、氩弧焊工机具、起重工机具准备到位。4.烘干的电焊条、氩弧焊丝及相关辅材准备到位。三、施工方法与步骤1.旧管道拆除2.焊口按规定坡口形式打磨。坡口采用V字型3.按规范要求组对管道、阀门、管件。4.氩弧焊打底,电弧焊填充盖面。5.支吊架安装。6.超声波或拍片检查。焊接参数表(表1)厚度(mm)焊接层数焊接电流(A)焊条直径(mm)焊丝直径(mm)3~6280~1103.22.56~102~3105~1203.22.5四、质量验收标准1.坡口严格按尺寸加工,切口端面与轴心垂直线偏差≯1mm。2.组对前,焊接坡口两侧30mm范围内清理干净,无油污、锈垢等影响焊接质量的杂质。3.组对时,内壁错边量≯1mm。4.据管道材质,焊条选用BM310-mod,焊丝选用25-22-2LMn。使用前烘干,用保温桶带到现场。焊丝清理干净,保持干燥,包装好带到现场。焊接参数见表1。5.氩弧焊打完底后,进行填充盖面时,每层间彻底打磨干净。6.支吊架安装合理、牢固。7.法兰面保持平行,无张口、错眼现象。8.按焊口数量的100%进行超声波检查。一级片合格。或按甲方的要求按焊口数量的20%进行拍片检查。二级片合格。9.按甲方要求进行铁素体检测。五、施工网络及进度机具材料准备坡口打磨支吊架安装超声波拍片检查返修组对焊接10天2天3天六、资源配备人力资源表管工焊工起重工施工员10人8人3人2人动力资源表电焊机16T吊车8台1台
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![绩效管理道法术[参考资料]](/doc-947890.png)
 summerdhgd
summerdhgd
本文标题:大型尿素合成装置316L(尿素级)管道焊接施工方案
链接地址:https://www.777doc.com/doc-9220199 .html