您好,欢迎访问三七文档
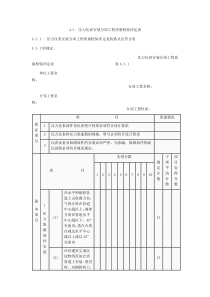
焊接、切割安全质量安全部2007.11.102007.11.15Wison(Shanghai)ChemicalEngineeringCo.,Ltd.Page:2焊接工程慨述主要内容:一、焊接、切割的实质与分类二、焊接、切割作业存在的不安全因素三、焊接、切割作业安全管理四、焊接、切割环境的管理五、焊接、切割常见事故及预防措施Page:3一、焊接、切割实质与分类焊接:现代焊接技术是将电能转换成热能来加热金属的焊接方法.手工电弧焊和自动焊就是利用电弧放电时产生的热量,熔化焊接材料和被焊接工件,从而获得牢固接头的焊接过程。切割:气焊切割是将化学能转变为热能的一种熔化方法,它是利用可燃气体与氧气混合燃烧的火焰加热金属的。等离子切割:是将电能转换成热能熔化金属,用高压气流束来完成切割的分类:金属材料、非金属材料;生产中金属材料的焊接和切割多。金属焊接:电焊应用较广泛。生产中电焊应用多。气焊;(主要应用于薄板、有色金属、铸铁件、刀具等焊接)。焊接工程慨述Page:4二、焊接、切割作业存在的不安全因素和主要危害不安全因素:火灾、爆炸、触电、弧光辐射、有害烟尘、有毒气体、高频电磁场、射线和燥声、烫伤、高处坠落、机械伤害主要危害:能导致火灾、爆炸、触电、烫伤、高处坠落、挤伤、压伤、砸伤、急性中毒、尘肺、慢性中毒、血液疾病、眼病和皮肤病。焊接工程慨述Page:5金属焊接切割管理规定(压缩气瓶管理)WP-HSGE500424C施工现场消防安全管理规定WP-HSGE500406C施工动火管理规定WO-CMGE000201C施工过程管理程序SH3505-1999石油化工施工安全技术规程GB5100-85钢质焊接气瓶焊接工程安全技术与要求中华人民共和国消防法Page:6相关人员责任管理人员:对实施焊接及切割操作的人员及监督人员进行必要的安全培训。培训内容包括:设备的安全操作、工艺的安全执行及应急措施等。•管理者必须标明允许进行焊接、切割的区域,并建立必要的安全操作规程,并确保每个有关人员对所涉及的危害有清醒的认识并且了解相应的预防措施。•管理者有责任将焊接、切割可能引起的危害及后果以适当的方式(如:安全培训教育、口头或书面说明、警告标识等)通告给实施操作的人员。作业人员:必须经培训考试合格,持政府部门颁发的特殊工种操作证上岗。•严格执行安全操作规程和相关制度;•发现危险立即停止作业并上报。Page:7工作许可证申请作业许可证评估作业风险并采取安全措施气体分析确认合格现场安全措施确认(灭火器等)确定现场监护人员签署作业许可证Page:9常用焊接及切割设备电焊机氧气、乙炔、割把等离子切割机设备必须经过检验,合格以后方可进场。Page:10焊接及切割的危害辨识作业前由具备专业知识和经验及受过相关训练的人士辨识有关工作的潜在危害:回火,气瓶过热或高压氧气引燃油脂而引起爆炸;焊接或切割的火焰、火花引燃附近易燃物/可燃物,导致火灾;被火焰、熔渣或过热的工件烫伤;潮湿环境下焊接或焊机接地不良导致触电;被强光辐射(红外线、紫外线)引起电弧眼;被熔渣、火花引起眼角膜炎或结膜炎;吸入有毒金属烟雾导致疾病;移动气瓶或大型工件导致身体损伤;长时间用火作业引起中暑(尤其是在受限空间内)。Page:11控制措施——焊接电焊机开关箱中要设置电源测漏电保护器,还要设置具有可见分断点的隔离开关和断路器。Page:12焊机在施工现场要有防雨措施,做到下垫上盖,防止雨雪侵袭和设备受潮,放置的地面处不得有积水;控制措施——焊接Page:13控制措施——焊接检查作业环境,进行风险评估;保持场地干爽,清除积水;检查焊机、焊钳和把线是否损坏;正确连接接地线;处理周围易燃、可燃物;配备灭火设备。Page:14作业前将设备、管道等可燃、易燃材料进行防火保护。控制措施也可使用接火盘防止火花飞溅Page:15控制措施避免直接接触焊机和工件的带电部分以防触电;保护好电焊把线,避免绝缘损坏而漏电;如果在潮湿环境作业,应站在绝缘架构上;穿戴绝缘良好的PPE,特别是绝缘手套和绝缘鞋。Page:16控制措施焊接结束后及时切断电源;清理场地,确保没有遗留火种。焊条头要随时回收,严禁随意乱扔。Page:17控制措施各种气瓶应有标准色标,距明火大于10m,气瓶应有防震圈和防护帽。电弧焊施焊现场的10米范围内不得堆放氧气瓶、乙炔发生器、木材等易燃物。气焊严禁使用未安装减压器的氧气瓶进行作业。五级以上大风天气禁止明火作业。Page:18控制措施检查作业环境,进行风险评估;保持场地通风;检查压力表、气带、回火阀等安全装置是否损坏;禁止气瓶或气带被油脂类沾污;处理周围易燃、可燃物;配备灭火设备。Page:19气体泄漏检查向压力表或气焊把的连接处喷涂肥皂水,检查是否有泄漏。乙炔气泄漏多时也能闻到!Page:20控制措施避免气带打结;小心点燃或关闭气焊把,防止回火;隔离周围易燃、可燃物。作业结束后及时关闭气源;清理场地,确保没有遗留火种。Page:21改善通风环境,减少焊接烟尘。正确存放,气瓶上配备完好的安全装置。控制措施Page:22气瓶颜色标识正确,无泄漏;存放于阴凉通风处,避免阳光直射或接近火源;气瓶垂直存放并固定,防止翻倒;不同种类气瓶分开存放,满瓶空瓶分开存放并标识;储存数量尽可能少;存放区应保持畅通,有危险警示标志,有专人管理。控制措施——气瓶存放厂房内存放Page:23施工现场存放:在指定区域,空瓶、饱瓶加标签标识;气瓶内气体不得用尽,必须保留0.05MPa的剩余压力。Page:24尽可能使用起重机械、手推车来运输;使用起重机、叉车运输是要将气瓶放在稳固的吊篮或结构内;气瓶上要有防震圈、瓶口保护罩;禁止抛掷或猛力撞击气瓶,不得将气瓶做其他用途;发现气瓶受损,立即通知供应商处理。控制措施——气瓶倒运Page:25受限空间内焊接/切割进入前要进行气体分析;作业中进行通风,排除烟尘;保持安全通道和安全照明;必要时提供自供气式呼吸器、安全带和救生绳;安排专人监护;严禁将气瓶或焊机放进受限空间。Page:26设备/管道检维修焊接/切割前要确保该设备/管道已经过蒸煮和吹扫,达到动火条件;该设备/管道与外部的连接已做盲板隔离(不是关闭阀门);拿到作业许可证后先确认安全防护措施是否到位;先试验性动火作业。Page:27紧急处理发现气带漏气要及时关闭压力表阀门;气带燃烧时要从气源方向对折阻止供气。发生回火时要立即关闭氧气阀,接着关闭乙炔阀。Page:28把线和气带管理合理配置电器及焊接设备,焊机的二次电缆线和气焊带穿过道路时要进行可靠的保护;Page:29把线和气带管理不使用时要收回、盘好。Page:30把线和气带管理不使用时要收回、盘好。Page:31钢筋、钢管之类不宜做接地导体Page:33事故案例——非惠生事故大修引燃罐内油污水2007年1月16日上午11时左右,某炼油厂含油污水罐在检修过程中,用气焊切割平台,由于温度过高,引起硫化亚铁自燃(硫化亚铁自燃温度为40摄氏度),引燃了罐里的含油污水。该事故造成1死一伤。Page:35炸翻的罐顶把工人压在钢结构上Page:37小时后仍未救出,已死亡。Page:38
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 joy198132
joy198132
本文标题:焊接切割安全培训
链接地址:https://www.777doc.com/doc-982172 .html