您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 105高速柴油机连杆胀断工艺设计说明书1
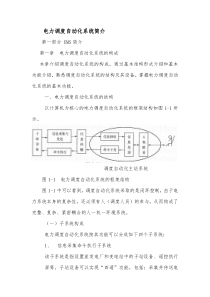
毕业设计夹具设计QQ834308595第I页目录摘要ⅢAbstractⅣ第一章绪论11.1前言11.2国内外发动机连杆工艺发展现状和发展趋势31.3连杆工艺研究方向和研究的关键问题3第二章连杆零件的分析52.1连杆的结构功能分析52.2连杆的主要技术要求6第三章连杆零件机械加工工艺规程的编制73.1生产纲领的确定73.2连杆的工艺分析83.3连杆的材料选择与毛坯的制造方法83.3.1连杆的材料选择83.3.2C70S6钢的成分和力学性能103.3.3毛坯的制造方法113.4机械加工余量,工序尺寸及毛坯尺寸确定133.5指定工序定位基准的选择13毕业设计夹具设计QQ834308595第II页3.6加工工艺阶段的划分和加工顺序的安排153.7连杆加工工艺过程的拟定163.8填写机械加工工艺过程卡和机械加工工序卡16第四章指定工序的工装设计174.1机床夹具设计的基本要求174.2专用夹具设计步骤174.3激光开应力槽工装设计194.3.1应力槽的设计194.3.2设备的选择与改装204.3.3拟定定位方案204.4胀断工装设计214.4.1设备选择214.4.2拟定定位方案214.4.3夹具使用说明214.4.4胀断参数的计算23总结24参考文献25致谢26毕业设计夹具设计QQ834308595第III页105系列高速柴油机连杆工艺总体方案及指定工装设计摘要连杆是柴油发动机的主要部件之一,它决定着发动机的性能和运行的稳定性。随着科学技术的发展与进步,连杆的制造被注入了现代化的加工手段。“胀断工艺”成为了连杆工艺中的又一新名词。连杆胀断工艺的应用,使连杆在加工质量、生产率和生产成本等诸多方面都发生了显著变化,柴油发动机的性能得到了进一步提升。本文以柴油机连杆制造工艺的总体方案为主要研究内容,以连杆的胀断工艺为主要研究方向。总体方案涉及从连杆材料的选择到加工为成品的全部工艺过程。方案特别对胀断工艺的原理及过程做了深入浅出的论述,并在认真分析连杆技术要求、广泛查阅相关文献的基础之上,制定出了一条基本适于连杆实际生产的新型工艺方案和路线。同时,笔者还重点设计了“激光开应力槽”、“胀断”两工序的夹具和工艺装备。关键词:柴油机连杆,工艺方案,胀断工装毕业设计夹具设计QQ834308595第IV页TheGeneralPlanningof105SeriesHighSpeedDieselEngineProducts’ConnectingRod’sProcessingTechnicandthedesignatedDesignofClampingDeviceAbstractLinkageofthedieselengineisoneofthemainpartsofitsdecisiontotheengineperformanceandthestability.Withthescientificandtechnologicaldevelopmentandprogressofthelinkwasinjectedintoamodernmanufacturingprocessingmethods.Expansionofoffhasbecomealinkintheprocessofyetanothernewterm.Linkagebulgingofftheapplicationprocesssothatthelinkintheprocessingquality,productivityandproductioncosts,andsohaveundergonesignificantchanges,thedieselenginehasbeenfurtherenhanceperformance.Diesellinkthistotheoverallmanufacturingprocessformajorresearchprogramme,tolinktheexpansionofoffthemainresearchdirections.Linkageoftheoverallplanfromthechoiceofmaterialstofinishedproductsforprocessingalltheprocess.Specialprogrammesontheprincipleofexpansionoffcourseandhadtolearntodotheexpositionandcarefulanalysisoftechnicalrequirementsofconnectingrod,widelyaccessibleonthebasisofrelevantliterature,workedoutabasiclinksuitablefortheactualproductionofnewprogrammesandLine.Atthesametime,theauthoralsofocusedonthedesignoftheopenlaserstresstrough,bulgingoffthetwoprocessesofthefixtureandprocessequipment.Keywords:Dieselengine,Technologyofprocess,Clampingdeviceofthesplitting贵州大学本科毕业论文(设计)第1页第一章绪论1.1前言连杆在发动机中作为改变力的传递方向和方式最重要的零部件之一,用于各种发动机上,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,将作用于活塞的气体膨胀压力的直线运动传给曲轴转变为旋转运动(图1.1)。在工作过程中,其承受着较高的周期性冲击力、惯性力、压缩应力、纵向弯曲应力、拉应力、动载荷等,因此要求连杆重量要轻,必须有较高的强度、韧性和疲劳性能。图1.1连杆动力转化图发动机的可靠性在很大程度上取决于连杆的可靠程度,在连杆的总成可靠性的因素之中分合面质量与定位关系是主要因素,因此解决好连杆体与连杆盖之间的定位问题,可以降低连杆的生产成本,提高发动机的可靠性。但由于连杆的外形比较复杂、容易变形、刚性差,尺寸精度、位置精度以及表面质量等要求较高,在制造上具有一定难度。而其连杆制造技术的好坏直接影响着连杆的使用性能和经济性能以及一个企业的生存和发展,随着生产技术的发展,传统的制造技术渐渐不能适应现在生产的要求。先后在国外很多连杆生产厂家提出了“胀断技术”(又涨断技术或裂解技术),国内少部分连杆生产厂家也已采用该技术。贵州大学本科毕业论文(设计)第2页据相关文章介绍,发动机连杆胀断加工技术是目前国际上连杆生产的最新技术,随着连杆生产技术的发展,连杆体与盖的分离不再采用铣、锯或拉这类传统切削加工方法,而是采用了最新的胀断技术。该技术是以整体加工代替分体加工,用切口(用机械方法或激光技术等方法制造预裂纹)断裂,使大端连杆盖从连杆体移去,使连杆体与盖的分离达到理想的脆性断裂,并能很容易达到其连杆使用性能要求的一门先进技术(图1.2)。图1.2胀断过程示意简图采用胀断工艺有如下优点:1.简化了连杆及连杆盖的设计要求;2.采用连杆胀断工艺后,连杆与连杆盖的分离面是最完全的啮合,所以其无需再进行机加工,省略了分离面的磨削加工;3.连杆体与连杆盖装配时无需额外的精确定位,如螺栓孔定位(或定位环孔),只需螺栓拉紧即可,这样省去了螺栓孔的精加工(如铰或镗)。与传统连杆加工方法相比,胀断工艺的优势很大:减少了加工工序、节省精加工设备、节省刀具磨损、节材料和能源、降低生产成本等,连杆胀断加工技术还可提高连杆承载能力、抗剪能力、杆和盖的定位精度及装配质量,对提高发动机生产技术水平和整机性能具有很重要作用。综上所述,以体现自己大学四年来所学理论知识与实际生产联系的综合,锻炼自己的独立思考、自我创新的意识和能力为目的,在采用胀断技术的基础上,探索和制定出贵州大学本科毕业论文(设计)第3页一条能提高连杆的质量和减少连杆制造成本,并基本适应实际生产的方案,故选择该课题作为本次毕业设计的题目。1.2国内外发动机连杆工艺发展现状和发展趋势在毛坯材料方面:国内传统工艺连杆毛坯材料一般采用42CrMo、35CrMo、40MnVB、45CrMnB、40Cr、40CrMnBS40C等调质钢和S43CVS1(进口)、35MnV、40MnS等非调质钢。康明斯生产线采用调质钢毛坯40MnBH(GB5216-85),1995年全面转用非调质钢材料毛坯38MnV。60年代中期粉末热锻技术开始发展起来,从80年代以来粉末冶金注射成型(PIM)成功的得到应用,大多数连杆制造中使用的中碳钢和低合金钢逐步由新钢种和粉末冶金的锻造材料所代替。而德国发动机系统和零部件的专家MahleGmbH公司先后推出了C70S6BY钢、36MnVS4BY钢、70MnVS4BY钢等可用于胀断的材料。在加工工艺方面:国内外连杆生产方式大致有:锻造、铸造、粉末冶金等,进入90年代后,90%以上的连杆制造都采用了模锻工艺;传统锻造有将连杆体和盖分开锻造、连杆整体锻造两种,连杆体与连杆盖分离方式一般采取锯断、铣断等工艺。国外很多连杆生产厂家提出关于连杆体与盖分离最新工艺是使用断裂分开,即胀断工艺(又涨断工艺或裂解工艺),该工艺是用切口(用机械方法或用激光等方法制造预裂纹,国内常用的裂解槽加工方法有机械拉削、线切割,国外采用水刀和激光加工),形成应力集中,主动施加垂直预定断裂面载荷进行引裂,在几乎不发生变形的情况之下,在缺口处规则脆性断裂,实现连杆体与连杆盖的无屑断裂剖分,使大端连杆盖从连杆体移去。国内部分汽车厂及设备制造厂如一汽—大众、上海大众和上海通用等都采用了该技术。1.3连杆工艺研究方向和研究的关键问题本设计的目的主要是制定一条适合胀断工艺的工艺方案,基本需要解决以下问题:首先是要确定毛坯的材料以及其毛坯的制造方法。目前,绝大多数连杆是由需要淬火和回火的中碳钢和低合金钢经过锻造加工制造的,但正不断由新钢种和粉末冶金的锻造材料所代替。胀断连杆要求其材料塑性变形小、强度好、脆性适中、工艺性好,即在保证连杆强韧综合性能指标的前提下,限制连杆的韧性指标,使断口呈现脆性断裂特征。而可用于贵州大学本科毕业论文(设计)第4页连杆裂解的材料主要有粉末烧结材料、高碳钢、球墨铸铁、可锻铸铁。应用比较广泛的材料是粉末烧结材料和高碳钢。提到粉末冶金,粉末冶金是利用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。对粉末冶金零件工业提出的主要要求是降低成本、改进使用性能、减轻零件重量及保护环境。对其零件的使用性能而言,关键在于开发高强度、高精度材料,耐热、耐磨材料及高性能材料。在胀断加工工序之中,其胀断加工技术主要有三道关键核心工序,即加工初始应力槽、胀断、装配螺栓等。初始应力槽设计主要问题:1.胀断槽的位置设计;2.胀断应力槽的几何尺寸设计;3.胀断槽的加工方法等。胀断槽(应力槽)的位置的确定在一定程度上反应了断裂的方向,断裂的方向必须与螺钉安装方向垂直,如果说不能准确的在这个角度和位置上断裂的话,不但在安装的时候会产生很大的难度,也很难保证大头孔的圆柱度。所以合理设计胀断应力槽,是有效提高缺口效应与应力集中系数、降低胀断力、提高断裂效率与质量关键因素,胀断应力槽的目的就是制造缺口效应,提供应力集中,为胀断提供条件,并保证其断裂发生在在设定的位置。胀断槽形状主要有机械加工而成的“V”型槽与激光加工的矩形槽,其参数主要有张角、曲率半径、槽深、槽长等。而胀断槽的加工方法的选择也是至关重要的,采用什么样的加工方式才最合理、最能达到要求,并且最节省制造成本等都是必需要考虑的问题。胀断主要解决的问题是:如何核心设备的选择以及其夹具的设计。设备的选择,在没有现有设备的前提之下,应该如何选择其设备,选用什么设备,或者如何选用现有的其他设备进行改装,在胀断时是否能真正的达到所谓的脆性断裂等,以及在选定设备的基础上如何来设计其工装等都是有待去思考和解决的问题。关于螺栓装
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 godwin888
godwin888
本文标题:105高速柴油机连杆胀断工艺设计说明书1
链接地址:https://www.777doc.com/doc-1289216 .html