您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 电气设计任务书-飞剪(0728)
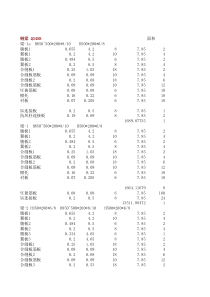
任务书编号021124-011-ZJDQ电气设计任务书中国第一重型机械集团公司设计研究院2003年7月28日工程名称:本钢1700热连轧机机组名称:剪切区机器名称:转鼓式切头飞剪机器图号:021124011工令号:021124011机器数量:1台一用途二结构简图、设备组成三技术数据四工作方式五电气设备六电气、自动化控制七联锁一、用途切头飞剪用于将运行中的钢坯切去头部和尾部,以便钢坯顺利进入精轧机,并且可以提高成品的头、尾质量。二、结构设备组成切头飞剪采用转鼓式结构,由一台750kW交流电机通过齿式联轴器与主减速机相连,主减速机输出端通过鼓形齿联轴器与下转鼓相连。上下转鼓间由同步齿轮相连。当电机转动时带动下转鼓转动,上转鼓也同时转动,由装在上下转鼓上的剪刃剪切带坯。上下转鼓经双列园柱滚子轴承装到机架内,机架通过预紧螺栓与底座把合一起(见图1)。图1飞剪结构简图三、技术数据结构形式:转鼓式剪刃布置:双剪刃90°轧件断面尺寸:34×1430(管坯钢)40×1580(普炭钢)最大剪切力:6500kN剪切力矩:1750kNm剪切温度:900℃-1050℃(管坯钢)870℃-1050℃(普炭钢)剪切速度:0.5-2m/s剪刃重叠量:8mm剪刃长度:1700mm转鼓中心距:1000mm剪刃回转半径:max.504mm剪刃间隙:0.6-0.9mm材料剪切强度极限:115N/mm2(管坯钢900℃时)100N/mm2(普炭钢900℃时)最大切头长度:300mm切头长度误差:±30mm折算到电机轴上的静力矩:110Nm折算到电机轴上的转动惯量:285kgm2(不包括电机)主电机:Z560-2P750kWn=0-600r/min主减速机速比:i=22.0848四、工作方式飞剪剪前辊道运送钢坯。剪前导尺使钢坯对中。测速辊测量出带坯的速度,然后反馈至控制系统控制转鼓速度,使带坯的运行速度与剪切速度相匹配(切头时剪刃水平分速度超前带坯速度1%-5%,切尾时剪刃水平分速度滞后带坯速度1%-5%)。在不剪切时,剪刃处于等待位置,就是剪刃的静止位置,在此位置上带钢通过飞剪,而剪刃则由冷却水进行冷却。除了切头切尾外,剪刃均处于该位置。此时切头剪刃处于270°,切尾剪刃处于180°(见图2)。图2剪刃等待位置(通钢位置)(从操作侧看)当飞剪得到切头的指令后,首先将切头剪刃转到240°,该位置就是剪刃的起动位置,当飞剪得到切头起动的指令后,切头剪刃即从240º位置起动加速,在17.75°开始进入剪切,至0°剪切完成,在-20°位置开始制动,在130°位置制动结束,然后再返回到270°等待位置,等待下一个切头指令,再重复以上全过程(见图3)。图3切头时剪刃运动图切尾时切尾剪刃从180°位置转到220º,该位置就是剪刃的起动位置,当飞剪得到切尾起动的指令后,切尾剪刃即从220º位置起动加速,在17.75°开始进入剪切,至0°剪切完成,在-20°位置开始制动,在130°位置制动结束,然后再返回到180°等待位置,等待下一个切尾指令,再重复以上全过程(见图4)。图4切尾时剪刃运动图主电机工作方式:重复短时工作制,S330%。五、电气设备序号名称型号规格及性能数量备注1直流电机Z560-2PN=750kWn=0-900r/min1带增量型编码器2绝对型轴套编码器8.9081.4522.P0111测量剪刃位置(装在减速机上)3增量型轴套编码器HM81M518411测量剪刃速度(原型号)4接近开关NCB5-18GM60-Z0电压DC10-30V动作距离5mm1检查剪刃间隙调节的锁紧状态5制动器YWZ800/1801六、控制本设备要设带坯运行位置检测装置,由在线检测元件反馈的信号确定切头、切尾起动等指令,来控制转鼓转动。转鼓转动速度与带坯的运行速度相匹配,带坯的运行速度由测速辊检测。正常工作时自动控制,调整和维修时可现场控制,现场控制只能在操作台上选择。在线检测信号示意图如下:图5检测信号示意图七、连锁飞剪起动条件:1干油、水供应正常;2辊道工作正常;3测速辊工作正常;4电气过载保护。5剪刃间隙调节处于锁紧状态。不剪切条件:1带钢静止时不切;2带钢折叠时不切;3温度偏低时不切(870℃)。修改标记数量签字修改日期专责设计师王喜春主任设计师王喜春设计科长祖大伟承担科计划科接受日期
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 夏天想吃冰激凌
夏天想吃冰激凌
本文标题:电气设计任务书-飞剪(0728)
链接地址:https://www.777doc.com/doc-131347 .html