您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 焊接基础知识分析解析
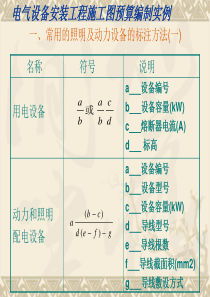
3/8/2013焊接基础知识--SijunLuo焊接的分类•焊接定义•焊接的种类•Gastamp所用到的焊接工艺焊接缺陷•常见的焊接缺陷•焊接缺陷产生的原因焊接强度的判定方法常用的焊接方法熔化焊气焊电弧焊手工电弧焊埋弧自动与半自动焊气体保护焊电渣焊等离子弧焊电子束焊激光焊铸焊压力焊电阻焊点焊缝焊对焊摩擦焊超声波焊高频焊爆炸焊钎焊软钎焊硬钎焊焊接的种类焊接的定义焊接:通过加热或加压或二种并用,使用或不使用填充材料,使工件的材质达到原子的结合而成永久性连接的工艺过程称为焊接。Gastamp所用焊接工艺焊丝熔滴溶着金属熔池・混合气体(MAG)●利用气体介质中放电过程所产生的热源作为焊接热源的一种焊接方法。特点・・・多用途、广泛使用、热效率高、操作简单。1.(MAG)焊接焊接机的构造二氧化碳氩气焊丝盘矫正机构加压机构混合气体焊枪屏蔽层气管绝缘套焊嘴喷嘴Gastamp所用焊接工艺2.电阻焊铁的点焊电流:0.7万~1.2万(A)压力:200~300kgf●利用电流通过导电物体时候产生的电阻热作为焊接热源的一种焊接方式。特点・・・机械化和自动化程度高,需要强大的电流。1.电阻焊机的组成电阻焊机一般由电阻焊变压器、传动及压力机构、焊接回路、机体、水路系统、气路系统及控制部分等组成。传动机构及压力机构焊接回路机体控制部分水路系统气路系统常见的气体保护焊的缺陷焊丝伸出过长惰性气体流量不足杂质附着空调将保护气吹散焊缝区域有气孔存在焊道产生气孔的原因如下:(1)焊丝和被焊金属坡口表面上的铁锈、油污或其它杂质。(2)喷嘴与工件的距离过大。(3)焊接参数或焊接材料选择不当。(4)保护气体纯度不够。(5)外部风大,保护不完全。危害性:气孔是焊缝的主要缺陷之一,它会削弱焊缝金属强度,降低气密性,气孔是常见的焊接缺陷。解决方法(1)合理的使用焊接参数。在不违反焊接工艺的情况下,焊接电流的大小我认为因人而定,根据个人的使用习惯而调整,不要别人用多大的规范你也用同样的规范(2)使用合格的焊接材料及保护气体。(3)彻底清除焊丝和被焊金属表面上的水、锈、油污和其它杂质。(4)使用二氧化碳气体保护焊、富氩气体保护焊时,要调整好焊枪与焊件的距离和角度使得焊接熔池得到充分的保护。(5)气保焊焊枪的导流罩必须够长,太短以后保护气体在流动过程中不能形成很好的保护罩•裂纹:•危害:裂纹是焊接接头中最为严重的缺陷,其危害性极大,是多次焊接结构和容器突然破坏造成灾难事故的原因之一,因此也是防止的重点。•原因:1)焊件或焊丝中P、S含量高,Mn含量低在焊接过程中容易产生热裂纹2)焊件表面不干净3)焊接参数不当,如熔深打而熔宽窄,以及焊接速度快,使融化金属冷却速度增加,这些都会产生裂纹•防止措施:严格控制焊件及焊丝的P、S等含量,严格清理焊接件表面,选择合理的焊接参数,对结构刚度较大的焊件科更改结构或采取焊前预热、焊后消氢处理保护气体焊缝于母材融合过渡不完整焊接参数过大,如电弧电压过大,焊接电流过大,焊接速度太慢时会造成咬边焊丝位置和角度不正确防止措施:1.调整焊丝及送丝机构送丝速度;2.电流/电压在工艺要求范围内;3.焊接角度调整;咬边:主要原因是焊件边缘或焊件与焊缝交界处在焊接过程由于焊接池热量集中,温度过高而造成的缺陷保护气体焊缝和母材未融合焊接参数不规范(如:电流过小,电弧电压过高送丝过快坡口不正确防止措施:1.调整焊丝及降低送丝机构送丝速度;2.电流/电压在工艺要求范围内;3.修正坡口;1)焊接电流太小和电压太小2)焊接速度过快3)坡口不正常,如破口角度太小,钝边太大,根部间隙太小等保护气体填充金属穿透母材焊接参数不规范(如:电流过大,电弧电压过高焊接速度过慢防止措施:1.焊接速度调整;2.电流/电压在工艺要求范围内;根部间隙过大电阻焊八种缺陷1.虚焊:无熔核或熔核尺寸小于规定值。电阻焊八种缺陷2.焊点穿孔:焊点中含有穿透整个焊点的通孔若发现焊点表面存在较深裂纹或凹坑,则可通过背光法检测是否存在通孔烧穿电阻焊八种缺陷3.焊点裂纹:焊点周围有裂纹a.围绕焊点圆周有裂纹则不可接受;b.焊点表面由电极加压产生的焊点表面裂纹(但非较大较深的裂缝)可以接受。电阻焊八种缺陷4.边缘焊点:电极加压形成的焊点未被金属板材边缘所包含电阻焊八种缺陷5.压痕过深:焊点造成任一板材压痕超过50%电阻焊八种缺陷6.板材扭曲:焊点造成板材表面扭曲超过25º变形超过25度电阻焊八种缺陷7.位置偏差:与标准焊点位置的距离超过10mm。标准焊点位置实际焊点位置电阻焊八种缺陷8.漏焊:实际焊点数量少于规定焊点数量。融合OK融合不良①MIG/TIG焊接强度判定(强度试验)焊缝截面打磨成镜面,用硝酸对焊缝截面进行清洗,看焊缝于母材的融合是否超过母材板厚的1/3.焊接强度的判断非破坏性检查焊点检测方法非破坏检查分为目视检查和凿检两种。(1)目视检查:检查焊接和工件是否异常。A.清点焊点个数。B.检查焊点位置是否均匀。(2)凿检:将专用凿子在离焊点3~10mm处插入至与被检查的焊点内端齐平,上下扳动凿子以检查焊点是否虚焊。拔出凿子,用锤子还原零件。非破坏性检查焊点检测方法凿子焊件锤子非破坏性检查谢谢!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 【风】无影
【风】无影
本文标题:焊接基础知识分析解析
链接地址:https://www.777doc.com/doc-1369152 .html