您好,欢迎访问三七文档
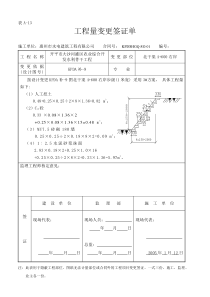
計量儀器培訓資料第1頁共24頁第一部分卡尺第一章游標卡尺一:外校項目与工具序號項目工具1外觀.目視2各部分相互作用.目視3外量爪兩測量面的合並間隙.目視4零值誤差.放大鏡或工具顯微鏡5示值誤差.3級或6級量塊二:內校項目序號項目工具1外觀.目視2示值誤差.外校OK量塊.第二章帶表卡尺第一節帶表卡尺檢定規程(JJG400-85)本規程适用于新制造﹑使用中和修理后的分度值為0.01﹑0.02和0.05mm﹑測量上限制到300mm的帶表卡尺的檢定。一概述帶表卡尺外形如圖1所示。卡尺兩測量爪相對移動后分隔的距离﹐在尺身上指示毫米示值的整數部分﹐在指示表上指示毫米示值的小數部分。帶表卡尺主要用于測量零件的外尺寸和內尺寸。計量儀器培訓資料第2頁共24頁二技術要求1.外觀1.1帶表卡尺的表面不應有鏽跡﹑碰傷﹑鍍層脫落及其他影響外觀質量的缺陷。尺身及表盤刻線應清晰﹑無目力可見的斷線。1.2指示表的表蒙應透明﹐沒有明顯的气泡和失真現象。指針方向与表盤刻線方向應一致﹐指針末端与任意刻線相重合時應無目力可見的偏斜﹐相重合的長度應為表盤短刻線全長的(30~80)%﹐指針末端上表面与表盤之間的距离應不大于0.9mm。指針末端寬度應在0.10~0.20mm范圍內。1.3帶表卡尺上應有制造厂名(或商標)﹐出厂編號和分度值等標記。1.4修理后和使用中的帶表卡尺﹐應無影響使用准确度的外觀缺陷。2.各部分相互作用帶表卡尺的尺框相對于尺身不應有明顯的晃動﹐尺框沿尺身移動應平穩﹐不應有阻滯和松動現象﹐其移動力及移動力的變化量應不大于表1的規定。指示表的表盤轉動應平穩﹐指針安裝應牢固可靠﹐深度尺不應有竄動﹐緊固螺釘的作用應可靠。表1測量范圍(mm)移動力(N)移動力的變化量(N)0~1502~61.20~200﹐0~3004~81.53.刻線寬度和寬度差﹕主尺及表盤的刻線寬度均應在0.10~0.20mm范圍內﹐刻線寬度差不大于0.04mm。4.測量面的表面粗糙度﹕應不大于表2規定的數值。分度值表面粗糙度Rα值(μm)外測量面內測量面深度及台階測量面0.01﹐0.020.160.320.630.050.320.320.635.外測量的平面度与兩測量面合并后的間隙應不大于表3的規定。表3(mm)分度值平面度兩測量面合并后的間隙0.01﹐0.020.0020.010.050.0050.016.刀口形內測量爪尺寸偏差和平行度應不大于表4的規定。表4(mm)分度值尺寸偏差平行度新制及修理后的使用中的0.01﹐0.02+0.020+0.005+0.020-0.0100.0100.05+0.035+0.010+0.035-0.0157.零位的正确性計量儀器培訓資料第3頁共24頁帶表卡尺處于零位時﹐尺框基准端面与尺身零刻線右邊緣應相切﹐壓線不大于0.05mm﹐离線不大于0.15mm。指示表針應位于正上方﹐對尺身導向面的垂直度應不大于2格。8.示值變動性不大于表5的規定表5(mm)分度值示值變動性0.01﹔0.020.0060.050.0159.示值誤差位于不大于表6的規定。表6(mm)測量范圍分度值示值誤差0~3000.01﹔0.02±0.020.05±0.05三檢定條件及檢定項目10.帶表卡尺的檢定項目及檢定工具列表于表7.表7序號檢定項目主要檢定工具檢定類別1外觀工具顯微鏡+++2各部分相互作用彈簧測力計+++3刻線寬度和寬度差工具顯微鏡+--4測量面的表面粗糙度表面粗糙度比較樣板+-+5外測量面的平面度和兩測量面合并后的間隙樣板直尺﹑6等或3級量塊﹑平晶+++6刀口形內測量爪尺寸偏差和平行度6等或3級量塊﹐千分尺+++7零位的正确性──+++8示值變動性──+++9示值誤差6等或3級量塊﹐1級平板+++注﹕表中+表示應檢定﹔-表示可不檢定。11.檢定室內溫度應為20±5℃。檢定前應將清洗過的帶表卡尺及量塊等檢定用工具同時置于金屬平板上﹐平衡溫度的時間不少于1h﹔若置于木桌上﹐平衡溫度的時間應在2h以上。四檢定方法12.外觀試驗觀察﹐或在工具顯微鏡上檢定。其中指針末端上表面与表盤之間的距离在工具顯微鏡上采用5倍物鏡﹐通過對指針上表面和表盤分別調焦﹐利用微動升降讀數裝置讀數。13.各部分相互作用試驗觀察﹐尺框沿尺身的移動力及移動力的變化量用彈簧測力計檢定。14.主尺及表盤的刻線寬度及刻線寬度差用工具顯微鏡在主尺及表盤上至少抽檢大致均勻分布的各三條刻線。寬度差按各自受檢刻線中最大与最小寬度之差确定。計量儀器培訓資料第4頁共24頁15.測量面的表面粗糙度用表面粗糙比較樣板檢定。16.外測量爪測量面平面度与兩測量面合并后的間隙16.1平面度檢定分度值為0.01mm和0.2mm的帶表卡尺﹐用2級平晶以干涉法檢定﹐或用0級樣板直尺以光隙法檢定﹔分度值為0.05mm的﹐用1級樣板直尺以光隙法檢定﹐使用樣板直尺檢定時﹐應在測量面兩個對角線和縱向三個位置上進行。測量面的平面度在邊緣0.2mm內不計16.2兩測量面合并后的間隙移動尺框﹐使兩外測量爪測量面至手感接触時觀察間隙。這一檢定分別在尺框緊固和松開兩种狀態下以光隙法檢定。上述檢定中﹐使用的標准光隙由2級平晶及3級量塊組成。17.刀口形內測量爪尺寸偏差与平行度尺寸偏差和平行度檢定﹐選用測力度較小的(6~7N)千分尺和10mm6等或3級量塊檢定。檢定時﹐先在測量面間夾一塊10mm量塊﹐并使量塊長邊平行于兩外測量面﹐緊固螺釘后量塊應能在測量面間滑動而不脫落﹐然后用千分尺沿內測量爪在平行于尺身方向上檢定。尺寸偏差以千分尺讀數与量塊尺寸之差确定。在其他方向測量時﹐所得偏差不得大于表4規定的上偏差。平行度以千分尺在內測量爪的頂部和根部兩點讀數之差确定。18.零位的正确性移動尺框使兩外測量面手感接触﹐將指示表盤對零﹐此時尺框基准端面應与尺身零線相切﹐若壓線﹐將基准端面退至零刻線右邊緣﹐在指示表上偏离零位的數值為壓線值﹐若离線﹐將基准端面退至1mm刻線右邊緣﹐這時﹐指示表上的讀數与1mm之差為离線值。帶表卡尺處于零位狀態時﹐指示表針的位置在兩外測量面接触時觀察。19.示值變動性移動尺框﹐使兩外測量面至手感接触時在指示表上讀數。尺框移動不少于5次﹐其最大与最小值之差為示值變動性。20.示值誤差20.1外測量示值誤差用6等或3級量塊。檢定時﹐量塊工作面長邊應与帶表卡尺測量面長邊垂直﹐使之与外量爪測量面至手感接触并讀數﹐然后旋緊緊固螺釘﹐此時仍能使量爪与量塊正常接触并再次讀數﹐兩次讀數与量塊實際尺寸之差均應不超過表6的規定。受檢點應不少于四點并均勻分布于主尺刻度与表盤刻度。在每一受檢點﹐均應在卡尺測量面里端和外端兩個位置上檢定。表8所列為推荐一組檢定點。表8(mm)測量范圍檢定點0~15038.476.8107.2145.60~20038.491.2145.6196.80~30076.8145.6214.4299.220.2深度尺示值誤差用一塊尺寸為20mm的6等或3級量塊﹐在一級平板上檢定。檢定時將量塊置于平板上﹐使尺身尾端上的測深端面靠在量塊上并移動深度尺﹐使其測量面与平板接触并讀數﹐該讀數值与量塊實際尺寸的差值為深度尺的示值誤差。計量儀器培訓資料第5頁共24頁五檢定結果的處理及檢定周期21.經檢定符合本規程要求的填發檢定証書﹔不符合本規程要求的發給檢定結果通知書。22.檢定周期可根据使用的具体情況确定。附加說明本檢定規程經國家計量檢定規程審定委員會長度專業委員會審定通過。第二節外校与內校一:外校項目与工具序號項目工具1外觀.目視2各部分相互作用.目視3外量爪兩測量面的合並間隙.目視4零值誤差.放大鏡或工具顯微鏡5示值誤差.3級或6級量塊二:內校項目序號項目工具1外觀.目視2示值誤差.外校OK量塊第三章數顯卡尺第一節數顯卡尺試行檢定規程(JJG526-88)本規程适用于新制的﹑修理后和使用中的分辨率為0.01mm﹐測量范圍至500mm的數顯卡尺的檢定。計量儀器培訓資料第6頁共24頁一概述數顯卡尺是用容柵(或光柵等)測量系統和數字測量顯示器進行讀數的一种長度計量器具。二檢定項目和檢定條件1.數顯卡尺的檢定項目和主要檢定工具列表1.2.檢定卡尺的窒內溫度為20°±5℃。檢定前﹐應將被檢數顯卡尺及量塊等檢定工具同時置于金屬平板或木桌上﹐平衡溫度的時間不少于表2的規定。3.檢定卡尺的室內相對濕度不超過80%.三檢定要求和檢定方法4.外觀4.1要求﹕數顯卡尺的表面上不應有鏽蝕﹑碰傷或其它缺陷。數顯窗不得傾斜。玻璃表面應清洁﹑透明﹑無破損和划傷。表1序號檢定項目主要檢定工具檢定類別新制的修理后使用中1外觀──+++2各部分相互作用──+++3顯示器──+++4測量面的表面粗糙度表面粗糙度比較樣塊++-5外量爪測量面的平面度2級平晶﹔0級樣板直尺+++6外量爪兩測量的合并后的間隙──+++7圓柱面內量爪的尺寸与平行度3級或6等時塊﹐杠杆式千分尺+++8刀口內量爪尺寸3級或6等時塊﹐杠杆式千分尺+++9示值變動性──+++10示值誤差3級或6等時塊+++11顯示器的示值穩定度──++-注﹕表中+表示應檢定﹔-表示可不檢定。表2測量上限(mm)平衡溫度的時間(h)置于木桌置于金屬平板≦30021300~50031.5數顯卡尺上應刻有制造厂名(或厂標)﹑出厂編號和各功能按鈕的標志。使用中和修理后數顯卡尺不應有影響使用准确度的外觀缺陷。4.2檢定方法﹕目力觀察5.各部分相互作用5.1要求﹕尺框和微動裝置沿尺身移動時應手感平穩﹑無卡住或松動現象。尺框相對尺身無明顯晃動。制動螺釘的作用應可靠。深度尺不允許有竄動。微動裝置的空程﹐新制的不應超計量儀器培訓資料第7頁共24頁過1/4轉﹐修理后和使用中的應不超過1/2轉。5.2檢定方法﹕觀察和試驗在檢定尺框和微動裝置沿尺身移動平穩性時﹐如有异議﹐則在尺框上懸挂砝碼對尺框和微動裝置沿尺身移動時的相對移動力進行檢定。移動力及其變化不大于表3的規定值。表3測量范圍(mm)移動力(N)移動力變化(N)0~1502~61.50~200,0~3004~820~5008~153在檢定尺框相對尺身晃動時﹐如有异議﹐則采用下列方法進行檢定。將數顯卡尺量爪垂直向上安放﹐并使百分表測頭在距离外量爪端面10mm處与外量爪測量接触。然后在接触點附近正反兩方向懸挂砝碼。百分表上示值的變化量即為晃動量。晃動量應不大于表4的規定值。表4測量范圍(mm)0~1500~200,0~3000~500加力值(N)234晃動值(mm)0.200.30.46.顯示器6.1要求﹕在全部測量范圍內﹐數字顯示均應清晰﹑完整﹑無黑斑和閃跳現象。各按鈕功能可靠﹑工作穩定。6.2檢定方法﹕觀察和試驗。7.測量面的有面粗糙度7.1要求﹕不大于表5的規定。表5(μm)表面粗糙度(Ra)內量爪測量面外量爪測量面其它測盤面0.320.160.637.2檢定方法﹕用表面粗糙度比較樣塊檢定。有异議時﹐可在表面粗糙檢定儀上檢定。8.外量爪測量面的平面度8.1要求﹕不大于0.002mm。8.2檢定方法﹕用2級平晶以干涉法檢定﹐或用零級樣板直尺以光隙法檢定。用干涉法檢定時﹐測量面上應有任意形干涉帶。用樣板直尺檢定時﹐應在測量面的縱橫向中間和兩對角線四個方位上檢定。如光隙均出現在中間部位或兩邊部位時﹐則測量面的平面度以最大光隙量确定﹔如光隙在某一方位出現在中間部位﹐另一方位出現兩邊部位時﹐則測量的平面度以中間部位最大光隙量与兩邊都位最大光隙量之和确定。測量面邊緣0.2mm范圍允許塌邊。9.外量爪兩測量面合并后的間隙9.1要求﹕不大于0.006mm。9.2檢定方法﹕移動尺框﹐使兩量爪測量面至手感接触﹐觀察兩量爪測量面間的間隙﹐以光隙法檢定。這一檢定應分別在尺框緊固和松開的兩种狀態下進行。10.圓柱面內量爪的尺寸及平行度10.1要求﹕不超過表6的規定。計量儀器培訓資料第8頁共24頁表6(mm)圓柱面內量爪尺二寸b的偏差平行度新制的使用中和修理后+0.010+0.01-0.010.01新制的數顯卡尺圓柱面內量爪基本尺寸為10mm或20mm。使用中和修理后的允許小於基本尺寸b﹐但應為0.1mm的整數倍。新的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 alanlou
alanlou
本文标题:量规培训资料
链接地址:https://www.777doc.com/doc-1980951 .html