您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 空压机、压缩空气管道系统施工方案f
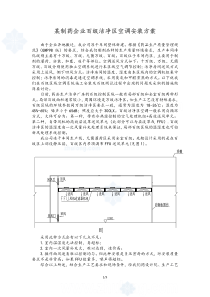
工程空压机安装、压缩空气管道系统施工方案一、编制依据:1、《压力管道安全管理与监察规定》及解析劳部发(1996)140号2、《机械设备安装工程施工及验收规范》GB502313、《压缩机、风机、泵安装工程施工及验收规范》GB502754、《工业金属管道工程施工及验收规范》GB502355、《现场设备、工业管道焊接工程施工及验收规范》GB502366、《工业设备及管道绝热工程工程施工及验收规范》GB502647、《工业自动化仪表工程施工及验收规范》GB500938、《建设工程安全生产管理条例》中华人民共和国国务院令第393号9、由业主提供的施工图纸及相关要求。10、国家有关的法律、法规、规定和制度,本单位相关工程施工经验及综合实力。11、施工现场条件。二、工程概况:本工程为***液压产品生产基地压缩空气系统工程。包括空压机、冷冻干燥装置、压缩空气储罐的安装、压缩空气管道、冷却水管道、污水管道。该工程主要位于105号建筑二层和地下管沟内。105号建筑二层内安装有四台空压机,两台冷冻干燥装置,一台压缩空气储罐。由空压机产生的压缩空气汇集后经过冷冻干燥装置再穿过前后过滤器,从管道送出返到105号建筑一层,穿过105建筑一层后在南侧返到地下管沟,地下管沟内设有支架,经过地下管沟到101号建筑管道竖井,与德国的Mapress管道法兰连接,并在地下管沟南侧设有102号建筑的预留管,并用法兰盲板封死,压缩空气管道采用无缝钢管并酸洗热镀锌用法兰连接。管中心距本层地面3.5米。空压机冷却用冷却水系统,此系统从105号建筑二层的北楼梯间旁预留洞上来后分别送往压缩机冷却,冷却后沿管道返回一层到冷却塔,该系统采用无缝钢管焊接,管中心距本层地面3.5米。污水系统:由各个空压机、冷冻干燥装置产生的污水汇集后管道沿地平敷设排在地漏里。该系统采用无缝钢管焊接。三、主要工程量序号名称规格数量单位材质备注压缩空气系统1变径DN200*1001个2无缝钢管D219*6205米203无缝钢管D108*428米204盲板DN2005个PN1.6MPa590度弯头DN10014个690度弯头DN20013个745度弯头DN2001个8不锈钢碟阀DTD371F-16PDN200PN1.6MPa6个9气体过滤器4个10无缝钢管D159*4.523米201190度弯头DN1506个12不锈钢碟阀DTD371F-16PDN150PN1.6MPa6个13不锈钢电动碟阀DTD371F-16DN150PN1.6MPa3个14无缝钢管D89*44米201590度弯头DN802个16不锈钢碟阀DTD371F-16PDN80PN1.6MPa1个17不锈钢碟阀DTD371F-16PDN100PN1.6MPa5个18不锈钢球阀DN152个19无缝钢管D18*312米2020压力表及压力表阀Y-1500-1.6MPa2个21压力开关2个22不锈钢球阀DN1001个23减压阀DN15124无缝钢管D45*3.510米25截止阀J41H-16PDN40PN1.61个26空气压缩机4台27冷冻干燥装置2台28压缩空气储罐1台冷却水系统1无缝钢管D159*4.545米290度弯头D1594个3盲板DN2002个污水系统1无缝钢管D57*3.540米2弯头D18*34个3弯头D57*3.54个4弯头D25*33个5盲板D57*3.52个四、组织机构、施工部署。1、本工程在项目经理的直接领导下,建立了相应的组织机构,统一指挥施工的全过程,直至达到100%的质量合格目标,组织机构如下:2、质量目标:保证工程质量全部合格。工期目标:按合同工期完成全部建设施工任务。现场管理目标:严格施工现场管理,杜绝重大安全事故,不发生项目经理:***工长***安全员***材料员***技术员***质量员***成本员***预算员***资料员***设备采购张胡志兆宏军后勤付晓颖办公室刘学成工程副经理:***施工班组火灾。3、劳动力安排工种焊工电工管工起重工力工钳工人数313232五、施工准备1、图纸准备:为了更好的进行施工,施工前要求各施工人员认真熟悉图纸,掌握施工的难点和重点。2、技术准备:土建施工过程中,要求土建专业按图纸预留孔洞,技术人员要到现场核实尺寸,避免返工。3、材料准备:3.1管材:压缩空气系统采用无缝钢管,并酸洗镀锌法兰连接,冷却水和污水系统采用无缝钢管焊接,管材不得弯曲、锈蚀、无飞刺、重皮及凹凸不平现象,施工前应用钢刷对无缝钢管进行除锈,并在现场码放整齐。3.2管件:要求表面平整、无角度不标准缺陷。并在现场码放整齐。3.3阀门:采用德国欧文托普的阀门,铸造规矩,无毛刺、裂纹,开关灵活严密,丝扣无损伤,直度和角度正确,强度符合要求,手轮无损伤。施工前应进行试压。3.4附属装置:前,后置过滤器,压缩空气储罐,应符合设计要求,并有出厂合格证和说明书。3.5其它材料:型钢、管卡子、螺栓、螺母、衬垫、垫圈、电气焊条等,选用符合标准要求。4、主要机具:4.1机具:吊车、钢丝绳、倒链、砂轮锯、套丝机、电焊机、气焊机。4.2工具:管钳,压力案,台虎钳,气焊工具,手锯,活板子。4.3其它:水平尺,钢卷尺,线坠,小线等。5、作业条件:5.1位于地沟内的干管安装,应在清理好地沟,安装好支架未盖沟盖板前安装。5.2架空的干管安装,应在喜力得公司做好吊架后进行安装。六.主要施工方法施工顺序:①施工准备→②设备就位→③清理管道→④压缩空气管道预制,冷却水、污水管道焊接→⑤压缩空气管道酸洗镀锌,冷却水、污水管道刷漆图色→⑥压缩空气管道法兰安装→⑦附属装置安装→⑧试压清扫冲洗→⑨防腐保温→⑩调试验收施工方法:1、空压机,冷冻干燥机,贮气罐的就位。首先沿105号建筑二层的外墙搭设平台,平台要牢固,并放置滚杠,用钢丝绳在吊装位置将设备捆好,用50T的吊车将设备吊起,放置在搭设平台的滚杆上。倒链的一端固定在105建筑顶层的吊装孔上,另一端挂在装备的吊装位置,拉倒链,让设备沿滚杆滑动,按图纸的安装位置要求,将设备滑到指定的基础位置,并用膨胀螺栓固定好。2、压缩空气管道的安装。①断管:由于压缩空气管道要酸洗镀锌,首先应根据现场测绘草图,在选好的管材上画线,按线断管。断管采用砂轮或手锯断管。用砂轮锯断管:应将管材放在砂轮锯钳上,对准画线卡牢,进行断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁沫、毛刺清除干净。用手锯断管:应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不允许扭断或折断,以防管口断面变形。②管道管件焊接连接:管道和连接件连接长度不能大于6m,宽度不能大于m,以利于酸洗镀锌和现场施工安装。管道焊接前应割坡口,坡口加工可采用机械刨边方法,现场可采用氧—乙炔焰切割方法,但必须除去坡口表面的氧化皮,并将影响焊接质量的凹凸不平处打磨平整。管道焊接前要将两轴线对中,先将两管端部点焊牢,管径在100mm以下点焊3个点,管径在150mm以上点焊4个点为宜。管道焊接后必须对焊缝进行外观检查,检查后应将妨碍检查的渣皮、飞溅物清理干净。焊缝宽度以每边不超过坡口边缘2mm为宜。严禁堆焊,焊缝不得有裂纹、气孔、夹渣等缺陷,咬肉深度不得大于0.5mm,长度不得大于25mm。有缺陷的焊缝必须彻底铲除缺陷部位,重新焊接。管材与法兰焊接时,将管材插入法兰盘内,先点焊2—3个点,再用角尺找正找平后方可进行焊接作业,法兰盘应两面焊接,其内侧焊缝不得凸出法兰密封面。法兰连接紧密,与管中心线垂直,螺栓露出螺母尺寸不大于螺栓直径的二分之一。待管材管件焊接完毕后,按图纸要求进行预装,法兰和法兰之间要预留3m的聚四氟乙烯垫的距离。待预制完毕,检查合格后,再折卸进行酸洗镀锌,镀锌完后要注意成品保护,管道两端用塑料布封死,将镀锌完毕的管件按原位置进行安装,法兰与法兰之间加四氟乙烯垫,法兰上的螺栓要加垫片并露出2—3个丝。3、冷却水管、污水管的施工方法;①管道防腐除锈管道焊接前应进行手工除锈,其作法:用刮刀、挫刀将管道表面氧化皮层除掉,再用钢丝刷将管道表面浮锈除去,然后用砂纸磨光,再用棉纱擦一遍,除锈等级达到ST3级,并于管头前保留200mm施工预留段。②管道管件焊接参见压缩空气管道的焊接方法。③冷却水、污水管道刷漆图色4、管道试压清扫冲洗5、调试验收设备的调试由设备厂家到现场进行调试,我们要作好调试的准备工作,与厂家的技术人员积极配合。七、质量保证体系及措施7.1质量保证体系见附图2。7.2质量保证措施7.2.1体系保证措施7.2.1.1认真学习施工图纸,明确设计要求内容,严格按照图纸及国家现行施工规范、标准图集和验评标准编制施工方案。7.2.1.2认真组织学习执行公司和现场规章制度,对全体员工进行质量意识教育,牢固树立“质量是企业的生命”和“为用户服务”的思想。7.2.1.3按有关文件要求建立质量和环保组织体系,设立专职质检、成品保护员和环保员,建立岗位责任制并建立相应的台账。7.2.1.4成立质量检查小组和环保小组,经常展开质量分析活动和环保检查活动并做好记录。7.2.2物资检验措施7.2.2.1对所有进场的原材料、半成品检查验收,建立台账。7.2.2.2采购的物资必须随材料提供质量证明、出场合格证和试验报告等。7.2.2.3进场物资必须进行标识,按照经过检验、未经检验和经检验不合格等三种状况分类堆放,严格保管,避免使用不合格的材料。7.2.2.4对不合格物资坚决要求不准进场,同时要注明处理结果和材料去向,对不合格材料的处理应建立台账。7.2.3过程检验及报验7.2.3.1严格执行国家现行规范、标准及企业的各项规定,严格按照设计图纸要求施工。7.2.3.2每个分项工程(工序)开工之前,严格按工艺标准要求对操作班组进行技术、质量交底,做到操作人员熟悉流程。7.2.3.3施工实行“三检制”,做到检查上道工序,服务下道工序,真正做到严格控制工序质量,不合格的工序不移交。7.2.3.4分部分项(工序)工程完成后,施工单位组织自检和工序间的交接检查,不合格的分项或工序,不经返修合格不得进行下道工序施工。7.2.3.5分项工程或工序达到合格后填好报验单报监理复查验收。7.2.4不合格分项处理7.2.4.1出现施工质量严重不合格,不得擅自进行处理,必须及时汇报,由施工单位会同业主、设计院和监理公司制定处理方案,施工单位必须严格按照处理方案进行返修处理,并将处理结果报有关部门复查,复查不合格应重新处理,直到合格为止。7.2.4.2出现质量事故,必须按规定填写质量事故报告单,并报上级主管部门。7.2.5资料管理7.2.5.1施工质量资料由施工单位负责填写整理,并严格执行国家、地方行业标准。7.2.5.2各种质量保证资料,必须与施工同步进行,不得后补,以保证资料的完整、真实、整齐。7.2.5.3质量验收资料必须统一,格式标准化,严格按照《建筑工程施工质量验收统一标准》GB50300-2001系列规范进行验收。八、保证施工安全措施安全管理方针:安全第一,预防为主;遵守法规,持续改进。8.1.严格执行安全操作规程和各项规章制度,施工不违章,不蛮干,不冒险作业。8.2施工人员进入现场,必须戴好安全帽,以防高空坠物伤人。8.3电焊操作时,必须戴上防护面罩和手套,电焊机应放置在避雨干燥的地方,防止短路漏电出安全事故,因气候干燥,对施工人员应做好安全教育,现场需设消火栓和消防器具。8.4气焊工操作时,氧气瓶、乙炔瓶应间隔5m安全距离放置,并应对周围环境确认后方可施工,如遇有特殊标志应严禁动火。8.5现场各种电源线路、电箱、照明要有专人维护,保证安全可靠,不得有破损、漏电现象。8.6施工现场的一切安全防护设施,安全标志,警示牌不得擅自拆动,夜间施工时路口段要红灯警示。8.7施工人员要服从统一指挥,相互紧密配合,施工中应坚守岗位,不得乱窜。8.8施工现场严禁吸烟,严禁酒后作业,夜间施工需要照明,现场需有足够的照明电源电线的铺设,应符合有关安全用电标准,并随时进行检查维护。8.9高空作业人员必须佩戴好安全带,坚持高挂低用的原则,将
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zo900
zo900
本文标题:空压机、压缩空气管道系统施工方案f
链接地址:https://www.777doc.com/doc-202700 .html