您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 交通运输 > 中华人民共和国交通部标准(AT5014
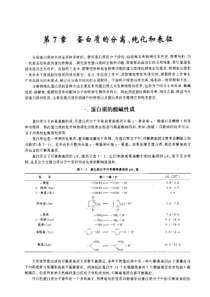
AT5014.2—831中华人民共和国交通部标准(AT5014.2—83)港口装卸机械电气设备修理技术要求本标准适用于港口装卸机械电气设备修理,其中对电气设备的一般技术要求和调整数据,也适用于其他机械电气设备的修理.本标准不包括高压电气设备的修理.1·电源电路1.1供电拖引电缆的修理1.1.1电缆芯线间,导体与绝缘间以及绝缘与护套间应无变质,无粘合和老化现象.1.1.2电缆接头端子一般用压接,应保证有足够的接触面和压力,接头处必须包扎绝缘带,芯线绝缘层外,应半覆盖加绕一层绝缘带,电缆护套剥除处需用绝缘物封妥,以保护芯线绝缘及加强绝缘强度,同时防止潮气进入电缆内部.1.1.3电缆芯线局部损坏可以进行焊接.焊接时不应采用酸类焊剂,同时也不允许将整个线芯一起焊接,应保证有足够的接触面和抗拉强度,焊接后应擦除干净,外面应包扎绝缘层.1.1.4电缆橡套破损通常用热补的方法进行翻新处理,选用相同规格的绝缘材料.翻新处电缆外径不应超过原外径的10%,表面须打光.1.1.5供电拖引电缆一般使用YC、YCW重型橡套电缆,因能承受较大的机械外力作用.YCW电缆还具有耐气候和一定的耐油性能,视使用环境条件合理选用.港口装卸机械拖引电缆的长度一般不应小于50M.移动供电装置上使用的软电缆.电缆弯曲半径应不小于电缆直径的10倍.1.1.6电缆绝缘厚度允许偏差为-10%,护套厚度允许偏差为-20%。橡套不应有超过橡套厚度允许公差范围的凹陷及气泡、裂缝.1.1.7电缆常用绝缘材料性能分别列于表1与表2.表1名称成分含胶量XJ-30丙种绝缘橡皮不小于30%XH-40乙种护套橡皮不小于40%XHF-40乙种不延燃护套橡皮不小于40%1.1.8各型电缆芯线的长期允许工作温度为65℃。1.1.9电缆经修理后,芯线间及对地的绝缘电阻应在2MΩ以上.AT5014.2—8321.2滑线与受电器的修理1.2.1滑线、受电器及瓷瓶应清洁、无油垢,瓷瓶无裂纹和缺口,螺栓须紧姑.1.2.2滑线应平直,无锈蚀和明显烧蚀缺陷,接头的固定应用搭板固定在滑线上.1.2.3受电器弹簧、拖架和引线应连接可靠,动作灵活,无变形和过热退火现象.1.2.4滑线应刷涂红丹漆,室外小车滑线使用的螺栓、螺母和垫片等零件必须镀锌.1.2.5在换修钢滑线时,必须注意其长度,当大车或小车在极限位置时,应长出集电器200mm以上.1.2.6钢滑线驰度,在跨度25M以下时,拉紧长度为90mm;跨度25M以上时,拉紧长度为200mm。1.2.7受电器滑块厚度磨损极限应不小于原图纸规定厚度的1/2,滑块与滑线接触面应不小于80%.滑块在滑线上滑行时不应发生火花.1.2.8钢滑先常用的电流等级有100A,300A和600A.100A时滑块自重3kg;300A时滑块自重6.65kg。滑块材料用HT10-26.表2型号试片橡皮成品橡皮老化条件抗拉强度不小于kgf/厘米2拉断伸长率不小于%抗拉强度不小于kgf/厘米2拉断伸长率不小于%温度℃时间hXj-305025040250100±296Xh-401103009030080±296Xhf-40802507025080±296注:(1)、YZ、YQ、YZW、YQW、YCW绝缘材料用XJ-30.(2)、YZ、YQ、YC护套用XH-40.(3)、YZW、YQW、YCW护套用XHF-40.1.2.9按发热条件,钢滑线的最大负荷及允许负荷如表3和表4.表3角钢滑线狭钢轨滑线钢滑线尺寸毫米负荷A型式负荷A直径毫米负荷A50X50X53307410850AT5014.2—83350X50X63458430106060X60X641511535127060X60X843015625--75X75X857018745--75X75X1070024790--表4截面毫米2电流A截面毫米2电流A30190653254023085385502701004001.2.10滑线与受电器带电体对地绝缘值应在2MΩ以上。在梅雨季节以及台风引起的海潮直接侵袭的沿海港口,其对地绝缘值应不低于0.5MΩ。1.3导线及线路的技术要求1.3.1导线的绝缘和护套无损伤、粘合、老化龟裂,表面光滑。1.3.2导线走向合理,排列整齐,接线端子需套以鲜明的不褪色标记,卡箍完整、紧固.1.3.3穿线用钢管应清除内壁锈迹、毛刺,管子的弯曲度不得小于90度,弯曲半径不得小于其直径的6倍(管子两端不受此限)。穿线管只允许锯割,并用管箍接头,管内导线不得有接头,管口要有护线嘴保护.线管、线槽的可用点焊固定在金属构件上,但不得焊穿.1.3.4门座起重机,桥式起重机和电吊等起重机上通常采用铜芯线的电线电缆(绝缘材料有橡胶和聚氯乙烯塑料)。除控制屏、操纵台及室内照明配线外,其线芯截面应不小于2.5mm2。1.3.5电缆穿管时,管子内径应不小于电缆外径的1.5倍.交流电路和直流电路的导线不能穿在同一管中;36V以下的安全电压照明线不能与其他导线穿在同一管中。1.3.6移动供电装置上使用的软电缆,其弯曲半径不得小于其直径的10倍。1.3.7导线接线端子一般用冷压接头或焊接方法,接头处应保证足够的接触面与压力.1.3.8导线对地和线间绝缘阻值应不小于2MΩ。1.4电缆卷筒受电器的修理1.4.1电缆卷筒受电器须内外清洁,无油垢,密封垫圈完整,防雨防尘效果好,无卡住现象,旋转正常.1.4.2卷筒限位开关须灵活可靠,在卷筒上剩有2圈时限位开关应动作,使行走机构停止,以防止电缆被拉断.1.4.3集电环表面平滑,不得有灼伤或熔渣.光洁度不低于▽6,各环对轴线的同轴度公差为φ0.5mm,集电环厚度不小于原图纸规定厚度的2/3.AT5014.2—8341.4.4电刷需研磨圆弧面,与集电环的接触面按有效面积计算不应小于80%,电刷磨损大于原图纸规定高度的1/2应换新.1.4.5刷握与集电环的距离要调整得当.弹簧无过热退火现象,电刷压力应不小于0.25kgf/cm2,同一刷架上每个电刷的压力其相互差值不应超过10%.电刷与刷握间的间隙应在0.05~0.3mm之间.每次更换电刷一般不超过电刷全数的1/3.1.4.6电刷和刷架相连接的铜辫应紧固,各铜辫(相间)应无短接或过于靠拢.1.4.7绝缘材料应耐高温、迟燃,自灭防火.禁止使用易燃品做绝缘材料.1.4.8电缆卷筒受电器带电体对地以及集电环间绝缘阻值应不小于2MΩ。1.5旋转式中心受电器的修理1.5.1中心受电器应清洁,无油垢。连接螺栓紧固并有防止自动松动措施,旋转时同轴度好。1.5.2集电环表面平滑,不得有灼伤或熔渣.光洁度不低于▽6,各环对轴线的同轴度公差为φ0.5mm,集电环厚度不小于原图纸规定厚度的2/3.1.5.3电刷需研磨圆弧面,与集电环的接触面按有效面积计算不应小于80%,电刷磨损大于原图纸规定高度的1/2应换新,对于环形结构的电刷(铜质),与集电环的接触面应在3/4以上.1.5.4刷握与集电环的距离要调整得当.弹簧无过热退火现象,电刷压力应不小于0.25kgf/cm2,同一刷架上每个电刷的压力其相互差值不应超过10%.电刷与刷握间的间隙应在0.05~0.3mm之间.每次更换电刷一般不超过电刷全数的1/3.1.5.5电刷和刷架相连接的铜辫应紧固,各铜辫(相间)应无短接或过于靠拢。1.5.6接线螺栓与集电环平面的垂直度公差为1mm.1.5.7绝缘材料应耐高温、迟燃,自灭防火.禁止使用易燃品做绝缘材料.1.5.8中心受电器带电体对地以及集电环间绝缘阻值应不小于2MΩ。2电机2.1本标准适用于一般三相交流异步电动机及起重、直流电机的修理技术要求。一般检查与要求2.1.1电机经修理后,应内外清洁无垢,名牌完整、无油漆覆盖、字迹清晰,各零部件完好无缺,螺栓、螺母应紧固无松动现象.转子转动灵活,运转正常无异声.轴伸径向无偏摆现象.对有电刷的电机,电刷接触应良好,位置正确.电机外壳及端盖应无影响机械强度的裂痕.2.1.2电机绕组更换或是电机的出口引线更换后,必须在电机的出线端套上永久性的标记.电机接线应与端子标记一致,各端子的接触应良好紧固,端子板应完整,引出线应有良好的绝缘,电机内部连接线不得触及转动部分.转子及刷架的引出线均应有完善的固定装置,并牢固无损.2.1.3电机的定子、转子铁芯齿端沿轴向朝外张开,这是由于铁芯两侧压圈的压力不够或其他原因造成的.修理时,可使其恢复原状,压力可按20kgf/cm2来选用.对于有过热的铁芯或局部烧毁的铁芯,应将整个铁芯解体,清除硅钢片齿和槽边缘上的刺,涂绝缘漆烘干后再组装.对于鼠笼型电机转子的断条及脱焊现象,须进行补焊或更换新的.电机的转子经过上述修理后应做平衡试验.AT5014.2—8352.1.4电机轴常见的损坏情况有轴弯曲,轴径磨损和轴裂纹、断裂等.当轴的直线度误差小于0.20mm时,可不矫正,稍稍磨光轴径即可.如果直线度误差大于0.20mm时,则应矫正,并在轴伸端、轴径处经过磨光或车床车削.轴上的键槽损坏后,可用加宽键槽的方法来补救,但加宽的宽度不应大于正常键槽宽度的15%,这时键也要相应更换.如果键槽无法加宽,可将轴转过一个角度另铣一个键槽.轴径稍有磨损时,可在车床上稍加车削加工,但轴径的减少不能超过原来直径的5%~6%,同时轴承也要相应的更换.有裂纹或已经断裂的轴,可按原来轴的材质另加工一根来更换.2.1.5定子铁芯压入机壳后不得有松动现象,定位螺钉应紧固;轴与转子铁芯之间的配合键要紧密,在电机转子交替正反运行时,不得有松动现象。电机运行时,不应产生不正常的响声和振动.2.1.6轴承内外径无裂纹或磨损的条纹,滚动体或座圈上无疲劳剥落的小坑或碎落隔离环或转动圈边缘应无损伤.轴承径向间隙:球轴承不应超过0.15mm;滚子轴承不应超过0.20mm。润滑脂的用量不宜超过轴承盖容积的2/3,对于转速在2000r/min以上的电动机应减少为1/2.2.1.7绕线型电机及直流电动机电刷的压力一般为0.15kgf/cm2~0.25kgf/cm2,装卸机械允许将压力加大50%~75%。同一刷架上每个电刷的压力差不应超过±10%,弹簧不能因过热而退火.电刷的导电接触面积不小于电刷横截面积的75%,电刷磨损到原图纸规定高度的1/2时,应更换新电刷,更换的电刷应与原电刷的牌号相同.当每次更换的新电刷超过半数时,应以1/4~1/2负载运行12h后,再满载投入运行.刷握距滑环表面应有2mm~4mm的距离.电刷与刷握内壁一般保持0.1mm~0.2mm的游隙,以保证电刷在刷握内有一定的游移余地.电刷和刷架相连接的铜辫应紧固,各铜辫(相同)应无短接或过于靠拢情况.2.1.8集电环在运行中因电弧的闪烙或电刷对集电环的磨损,使其表面有斑点和伤痕,可将集电环表面精车一刀.集电环表面应光滑,光洁度不低于▽6,对轴的径向圆跳动公差为0.10mm.集电环的厚度不应小于原图纸规定厚度的2/3。集电环之间,集电环、引线与轴之间的绝缘材料应无明显的烧迹,并能承受1000V试验电压而无法击穿和闪烙现象.2.1.9整流子表面因磨损或灼伤而凹凸不平时,可装在车床上精车一刀,其切削速度约为1m/s~1.5m/S,进刀量约为0.05mm~0.10mm/转,进刀时应注意不要使换向片之间产生短路毛刺,切削完毕后再用“00#”细砂纸磨光,并用千分表检查整流子对其轴线的径向圆跳动,其公差为0.03mm.整流片间沟内云母不得突出,沟的深度应为0.5mm~1.5mm.2.1.10机座和端盖碰损、裂缝可用焊接,对于交流电动机的铸铁件可用铸铁焊条热焊(必须预热700~800度),焊接后应放置保温炉内逐渐冷却,以消除焊体的内应力;对于直流电动机的钢件可用直流弧焊接,焊接过程中应防止其变形.电机座和端盖的同轴度应符合原图纸的要求.2.1.11电机绕组的绝缘电阻在接近工作温度(75°C)时,每千伏不低于1MΩ。测量绝缘电阻用的兆殴表电压等级如下:电机额定电压(V)兆殴表电压标准(V)500以下500500~30001000AT5014.2—8363000以上2500在不同温度下测得的绝缘电阻值换算到温度为75°C时的绝缘电阻,有
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 hzkzl
hzkzl
本文标题:中华人民共和国交通部标准(AT5014
链接地址:https://www.777doc.com/doc-221467 .html