您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 氩弧焊焊接产生缺陷的原因及防止方法
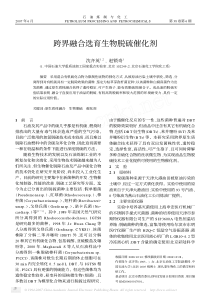
氩弧焊焊接产生缺陷的原因及防止方法焊缝缺陷产生原因防止方法气孔氩气不纯,气管破裂,或气路有水份,打钨极,金属烟尘过渡到熔池里调换纯氩气,检查气路,修磨或调换钨极,将焊缝清理好穿透不好有焊瘤焊速不匀,技术不熟练坚强基本功训练,均匀焊速焊缝黑灰氧化严重氩气流量小,焊速慢,温度高或电流大增强氩气流量,加快焊速,或适当减小电流缩孔收弧方法不当,收弧突然停下来改变收弧方法,采用增加焊速的方法停下来裂纹焊接温度高或低,穿透不好或过烧确保焊透,电流和焊速要适当,改变收弧位置未焊透焊速快,电流小减慢焊接速度或增加电流熔合不好错口、焊枪角度不正确、或焊速快电流小改进对口的错误误差,掌握好焊枪角度,适当地放慢焊速和增加电流烧穿技术不熟练,电流大或焊速慢减小电流或加快焊速,并加强基本功训练焊缝表面击伤引弧不准确,地线接触不好引弧要准确,不得在焊件表面引弧,地线接好焊缝夹钨打钨极,钨极与焊件接触引弧时,钨极与工件要有一定距离焊缝成型不整齐走枪速度不均,送丝速度不均焊速、送丝要均匀,多加强基本功训练咬边焊枪角度不正确,熔池温度不均,给送焊丝不合理调整焊枪角度,以达熔池温度均匀,注意给送焊丝的位置、时间和速度
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[保险]5周-投桃报李](/doc-223374.png)

 aaaaaalong08
aaaaaalong08
本文标题:氩弧焊焊接产生缺陷的原因及防止方法
链接地址:https://www.777doc.com/doc-2276604 .html