您好,欢迎访问三七文档
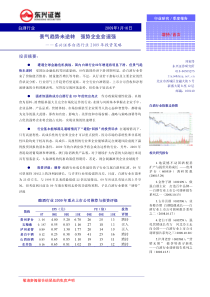
数控系统插补算法和优化设计1、引言数控系统所加工的零件要求的加工轨迹各种各样:有圆弧、直线、椭圆、抛物线等等。然而设备的加工点的移动方向是有限的,一般设备工作台只有X、Y两个方向。也就是要在加工曲线精度的范围内用折线来拟合出误允许的曲线。这一过程称为插补(Interpolation)。在数控加工中首先要给出加工的误差范围。为满足这一要求,在加工中二维或三维的特征点应该由插补算法算出。插补算法一般由插入器和升降速算法组成。插补算法的最终结果是以良好的内插值替换的,然后译成指令对位置进行循环控制,控制机床轴心的运动,对未加工材料进行加工。在常规的插补算法中,每个单位时间内的移动距离是沿着X,Y,Z轴计算,通过升降速实现进给运动的。在这种情况下,路径误差由插补生成的理想曲线轮廓和实际沿X,Y,Z轴升降速的步进间距。最终这种路径误差会在实际的数控加工中体现出来。另外,路径误差呈现出的不同误差情况取决于不同的升降速方法。数控系统通常有直线和圆弧的插补,其他的曲线可以用这两种来逼近。多年来,人们研究了很多软件和硬件的插补方法,去解决插补过程中的高精度、高速度以及适用范围等计算问题,对于硬件插补器,它的电路比较复杂,需要的元件较多,造价高,可靠性差,因而企业一般不采用硬件插补。对于软件插补器,它完全借助于计算机的通用硬件,通过编程指令来完成插补运算,它与硬件插补器相比,特点如下:A、不必改动硬件,只要根据插补公式采用不同的插补程序就能获得不同的轨迹曲线;B、每次插补计算坐标增量可以大于一个进给单位,因此获得不受限制的进给速度;C、可以插补比较复杂的曲线。2、逐点比较法(一)基本原理逐点比较法的基本原理是:每给X或Y坐标方向一个脉冲后,使加工点沿着相应方向产生一个脉冲当量的唯一,然后对新的加工点所在的位置与要求加工的曲线进行比较,根据其偏离的情况决定下一步该移动的方向,以缩小偏离距离,使实际加工的曲线与要求的加工曲线的误差最小。根据这一原理,插补器控制设备工作台每走一步、位移一次都要完成四个工作节拍。第一步:偏差判别,判别刀具当前位置相对于给定轮廓的偏离情况,并以此决定刀具的进给方向第二步:坐标进给,根据偏差判别的结果,控制刀具向相应坐标轴进给一步,使加工点向给定轮廓靠拢,减小偏差。第三步:偏差计算,刀具进给一步后,计算新的加工点与给定轮廓之间的偏差,为下一步偏差判别做准备。第四步:终点判别,判断刀具是否到达被加工零件的终点,若到达终点,则结束插补,否则回到第一步继续插补。以上四步不断重复上述循环过程,就能完成所需的曲线轨迹。(二)直线插补及其实现如上所述,偏差计算是逐点比较法关键的一步,下面以第Ⅰ象限直线为例导出其偏差计算公式如图2—1所示,假定直线OA的起点为坐标原点,终点A的坐标为A(,)eexy,(,)iiPxy为加工点,若P点正好处在直线OA上,那么下式成立:0eiiexyxy。若任意点(,)iiPxy在直线OA的上方(严格地说,在直线OA与Y轴所成夹角区域内),那么有下述关系成立:0eiiexyxy。由此可以取偏差判别函数ijF为:ijeiieFxyxy当0ijF,P点正好落在直线上,当0ijF,P点在直线上方,图2-1当0ijF,P点在直线下方。从图2—1看出,对于起点在原点,终点为A,的第Ⅰ象限直线OA来说,当点P在直线上方(即F0)时,应该向+x方向发一个脉冲,使机床刀具向+x方向前进一步,以接近该直线;当点P在直线下方(即F0)时,应该向+y方向发一个脉冲,使机床刀具向+y方向前进一步,趋向该直线;当点P正好在直线上(即F=0)时,既可向+x方向发一脉冲,也可向+y方向发一脉冲。因此通常将F0和F=0归于一类,即F≥0。这样从坐标原点开始,走一步,算一次,判别F,再趋向直线,逐点接近直线OA,步步前进。当两个方向所走的步数和终点坐标A数值相等时,发出终点到达信号,停止插补。若F0ij,,则向x轴发出一进给脉冲,刀具从这点向x方向前进一步,到达新加工点1(,)ijPxy,,因此新加工点1(,)ijPxy的偏差值为1,ijijeFFy,如果某一时刻,加工点1(,)ijPxy的0ijF,则向y轴发出一个进给脉冲,刀具从这一点向y方向前进一步,新加工点1(,)ijPxy的偏差值为,1ijijeFFx逐点比较插补法在脉冲当量为0.01mm,系统进给速度小于3000mm/min时,能很好地满足要求。但当脉冲当量为0.005~0.01mm,系统进给速度大于3000mm/min时,插补点急增,CPU大部分时间忙于动态坐标计算和步进脉冲输出,影响了系统的响应速度和插补精度。基于此,本文对逐点比较法插补原理进行了优化设计,提出了累加极限控制插补算法。3.累加极限控制插补原理及精度分析设e1,e2分别为x,y两坐标方向位移增量的绝对值,R1,R2分别是x,y两坐标的插补累加器,插补运算的总循环次数为N,累加极限为K。(1)取K=max(e1,e2),则:N=kRiie(i=1,2)(2)每进行一次循环,各坐标累加器的值分别与对应的坐标位移量绝对值相加:RiiieR(i=1,2)(3)当累加器的值超过控制极限K时,则输出脉冲,并重新计算该累加器的值。RiiRk(i=1,2)(4)当循环次数小于N时,继续重复(2)、(3)两过程。若循环次数等于N时,则退出循环,插补运算结束。经上述过程后,x,y两坐标所得数分别为e1,e2。用软件实现累加极限控制直线插补时,程序框图如图所示,通过调节延时时间可调节刀具运行速度,也可以通过增加坐标的方式,实现多坐标的空间直线插补4结束语累加极限控制插补算法较为简单,插补点数少,控制插补精度高,插补误差能控制在0.5个脉冲当量之内,而且两个坐标同时进给,可大大提高执行部件的运行速度。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 chucky0814
chucky0814
本文标题:插补算法的研究
链接地址:https://www.777doc.com/doc-2453656 .html