您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 常见的印刷缺陷与分析
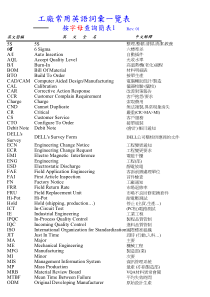
毕业设计论文作者学号系部机电学院专业电子组装技术与设备题目常见的印刷缺陷与分析指导教师评阅教师完成时间:年月日毕业设计(论文)中文摘要题目:常见的印刷缺陷与分析摘要:焊膏印刷是整个SMT中较为关键的一道程序,印刷工艺涉及到印刷机、焊膏、印刷网版以及印刷过程和各种参数等诸多要素。印刷的好坏直接影响到电子产品的性能及质量。本文对SMT常见的印刷缺陷进行阐述,分析这些缺陷为电子产品生产所会带来的危害,具体的分析各种印刷缺陷,并针对这些缺陷并进行一系列的实验进行验证,在焊膏印刷的各个工序中,提出各个工序的控制要求,得出具体印刷缺陷会造成的各种产品不良及解决这些印刷缺陷的方法与技术,最终降低焊膏印刷过程中的缺陷率。关键词:印刷工序缺陷分析缺陷率毕业设计(论文)外文摘要Title:CommonprintingdefectsanalysisAbstract:SolderpasteprintingprocessistheSMTisakeyprocess,printingprocessinvolvesprintingmachine,solderpaste,screenprintingandprintingprocessandthevariousparametersandotherfactors.Printingdirectlyaffecttheperformanceandqualityofelectronicproducts.TheSMTcommonprintingdefectsweredescribed,andanalyzestheharmofthesedefectsforelectronicproductsproduction,allkindsofprintingdefectsareanalyzed,andaimedatthesedefectsandaseriesofexperiments,ineveryprocessofsolderpasteprinting,andputsforwardthecontroleachprocessrequirements,thevariousproductsofspecificadverseprintingdefectswillcauseandsolutionmethodandtechnologyoftheseprintingdefects,finallyreducethedefectsofsolderpasteprintingprocessrate.keywords:PrintingprocessDefectanalysisDffectrate目录1引言......................................................12印刷机简介................................................12.1印刷机的作用............................................12.2印刷机的结构............................................12.3印刷机的工作原理........................................23印刷工艺流程..............................................24影响印刷质量的因素........................................34.1焊膏因素................................................34.2模板因素................................................54.3印刷参数设定因素........................................64.4其它因素................................................85常见的印刷缺陷及解决办法..................................95.1焊膏太薄/太厚...........................................95.2印刷偏移................................................105.3焊膏桥连................................................105.4印刷不全................................................115.5焊膏图形拉尖、有凹陷....................................115.6焊膏塌陷................................................12结论..........................................................12致谢..........................................................12参考文献......................................................1311引言随着电子技术的飞速发展,PCB板电路的集成度和复杂度越来越高,贴片元件占到了元件总数50%~90%。表面组装技术(SMT)已成为当今电子装联技术中最通用的技术,而焊膏印刷是SMT基本工艺中的一道关键工序,其质量直接影响到SMD组装的质量和效率。在SMT中印刷主要依靠印刷机将焊膏印制在电路板上元件放置的焊盘上,再由贴片机将电子元件贴装到电路板的焊盘上,利用焊膏的黏附性将元件暂时固定,接着进行热熔焊接,焊膏在加热至一定温度时液化,并在重力和表面张力的作用下铺展,冷却后便将原件与印刷电路板连接在一起焊点。印刷质量直接影响到表面组装元件的性能和可靠性。焊焊膏印刷工艺技术是焊点质量和产品最终质量的保障。有关统计表明,SMT生产中60%~70%的焊接缺陷与焊膏的印刷有关,由此可见焊膏印刷的重要性。本文对SMT实际印刷工艺中常见的缺陷进行分析,得出降低印刷缺陷的具体方法,最终降低印刷工艺对产品焊接的缺陷。2印刷机简介随着电子行业的高速发展,SMT在电子技术中应用的越来越广泛,焊膏印刷机随之而生。印刷机的出现,让SMT电子装联工序的第一道工序效率大大提升。印刷机的发展,对整个SMT有着至关重要的作用。2.1印刷机的作用印刷机是将焊膏印刷在电路板焊盘上的一种设备。通常使用网版印刷,采用黄铜或不锈钢钢片,在上面刻出图形,把焊膏印刷到电路板上,为下一步的贴装元件及元件热熔焊接奠定基础。2.2印刷机的结构当前,用于印刷焊膏的印刷机品种有很多种类,按照机器的自动化来分类,可以分为手动印刷机(如图2-1所示)、半自动印刷机(如图2-2所示)、全自动印刷机(如图2-3所示)三类。随着电子行业的迅速发展,手动及半自动印刷机即将被淘汰,全自动印刷机已成为主流。下面对全自动印刷机的结构进行分析。2生产全自动印刷机有很多厂家,常见的有DEK、EKRA、德森等。不过无论哪种全自动印刷机都是由机架、印刷工作台、模板固定机构、印刷头系统以及其他保证印刷精度的装置。例如运输系统、网板夹持装置、PCB夹板装置、视觉系统、刮刀系统、自动网板清洗装置、可调工作平台等。全自动印刷机采用Windows操作系统,智能化的先进软件控制,极大地方便了用户的使用。2.3印刷机的工作原理由高精度的图像视觉系统精确识别并计算出PCBMark与钢网Mark间的偏差值,由PC控制工作台完成校准;在印刷焊膏时,焊膏受刮刀的推力产生滚动的前进,所受到的推力可分解为水平方向的分力和垂直方向的分力。当运行至模板窗口附近,垂直方向的分力使粘度已降低的焊膏顺利地通过窗口可印刷到PCB焊盘上,当平台下降后便留下精确的焊膏图形。3印刷工艺流程图3-1焊膏印刷流程来料检测对位印刷进板检测流入下道工序出板图2-3全自动印刷机图2-2半自动印刷机图2-1手动印刷机图2-1手动印刷机3印刷机印刷流程大致可分为来料检测、进板、对中印刷、出板检测流入下道工序等(如图3-1所示)。来料检测十分重要,好的电路板才能生产出好的产品,如果连来料都有缺陷,那后续的工艺都是无用之功。如果大批量的来料不良在进行加工时没有及时被发现,那将造成非常严重的后果。亲身经历,本人实习的某单位,因为一批来料FPC(软性印制电路板)表面压伤造成线路破损,在印刷之前未能及时发现,最后导致这一批已经装有元器件的产品全部报废。由此可看出来料检测的重要性。下一过程就是进板,工厂里一般都是自动化的流水线,通过光学传感器通过轨道传送到印刷机里。下面就是印刷的过程,印刷机通过光学对中进行对位。印刷的过程是印刷机的刮刀以一定速度和角度向前移动时,对焊膏产生一定推力,焊膏受到刮刀的推力可分解为水平方向上的FX和垂直方向的FY,如图3-2。焊膏在FX的作用下压入印刷模板开孔中,焊膏沉降在印制电路板的焊盘上,然后电路板脱模,完成印刷。图3-3描述了焊膏的印刷及脱模过程。接下来就是出板,然后会进行检测,可人工检测或使用SPI(3D焊膏检测仪)对印制好的电路板进行检测是否有缺陷。4影响印刷质量的因素4.1焊膏因素4.1.1焊膏简介焊膏也叫锡膏(如图4-1所示),英文名solderpaste,是一种灰色膏体。FXFY图3-2焊膏受力示意图刮刀推力图3-3焊膏印刷过程示意图4焊焊膏是伴随着SMT应运而生的一种新型焊接材料,是由合金焊料粉末、糊状助焊剂和一些添加剂混合而成的,具有一定粘性和良好触变特性的浆料或膏状体。主要用于SMT行业PCB表面电阻、电容、IC等电子元器件的焊接。焊膏的保管要控制在4℃~8℃的环境下;相对温度低于50%,焊膏的使用期限为3个月(未开封);不可放置于阳光照射处。4.1.2助焊剂的主要作用助焊剂使金属颗粒成为膏状,以适应印刷能力。助焊剂中含有触变性,它使焊膏具有假塑性流体特征。在印刷过程中,受刮刀的剪切作用,粘度降低,在通过模板开孔时,能迅速下降到印制板焊盘上,外力停止后粘度又迅速回升,能够保证焊膏在印刷后图形分辨率高,高质量的印刷能保证焊膏焊接中桥连缺陷下降。助焊剂在焊膏中的质量分数应控制在8%~15%,助焊剂量低,焊膏金属含量增高,导致热熔后焊膏层厚度增加。助焊剂含量低,焊接后焊料不足的焊点,严重时出现虚焊。4.1.3焊膏的粘性焊膏具有一定的粘性是焊膏的另一特性。影响焊膏粘度的因素为合金焊料粉末含量、焊料粉末颗粒和温度。焊料中合金焊料粉末含量的增加和焊料粉末的颗粒度增加时会明显引起粘度增加,焊膏粘度的增加导致印刷时焊膏在模板上不会滚动,其直接后果是焊膏不能全部填满模板开孔,造成焊膏沉淀量不足。焊膏的粘性太大会使焊膏挂在模板孔壁中不能全部印制在焊盘上。焊膏的粘性选择一般要求其自粘能力大于焊膏与模板的粘结能力,而它与模图4-1焊膏5板孔壁的粘结能力又小与其与焊盘的粘结能力。4.1.4焊膏颗粒的均匀性与大小焊膏的颗粒形状、直径大小及均匀性也影响其印刷性能。不规则的颗粒的焊料印刷时易堵塞模板开孔,印刷后塌落度大,印制版通过回焊炉焊接时易出现锡珠和桥连等缺陷。生产中常采用球形颗粒,印刷性能好,尤其适合细间距的印刷。焊膏的颗粒直径约为模板开口的五分之一。颗粒过粗,导致焊膏的粘结性能变差。颗粒过细的焊膏印刷会有更好地印条清晰度,但容易产生塌边,同时被氧化程度和机会也高。要满足细间距QFP焊接需要选择颗粒较小的焊膏,一般0.35mm间距的QFP器件焊接时选择的焊膏颗粒应控制在25μm~30μm,更细的间距需用20μm颗粒的焊膏。4.1.5焊膏使用时的工艺(1)使用方法(开封前)开封前须将焊膏温度回升到使用环境温度上(23±2℃),回温时间为6~12小时,并禁止使用其他加热器使其温度瞬间上升的做法;
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 pepsicola214
pepsicola214
本文标题:常见的印刷缺陷与分析
链接地址:https://www.777doc.com/doc-2453847 .html