您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 课题十-加工中心的编程技巧(一)
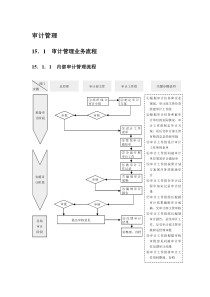
教师课时授课计划教师姓名课程名称数控原理与编程实训授课时数0.5天累计7.5天授课日期班次课题课题十加工中心的编程技巧(一)教学目的掌握子程序的应用特点及格式。重点难点子程序的格式及应用子程序与主程序的衔接教具计算机,宇航仿真软件作业实训自测题参考书FANUC-0i系统数控编程与操作教学过程一、旧课复习(建议用时:10分钟)二、新课教学内容(建议用时:20分钟)(一)、子程序M98、M99三、案例分析(建议用时:20分钟)四、实训内容(建议用时:120分钟)五、课堂小结(建议用时:10分钟)课后小记课题十加工中心的编程技巧(一)一、旧课复习1、叙述钻孔循环指令G81的格式和应用。2、叙述攻螺纹循环指令G84的格式和应用。3、钻孔循环指令G81与深孔钻孔循环指令G83有何差别?二、新课教学内容(一)子程序M98、M99在程序中含有某些固定顺序或重复出现的区域时,这些顺序或区域可以作为“子程序”存入存贮器内,反复调用以简化程序。子程序以外的加工程序“主程序”。子程序编程是计算机程序设计中的基本功能,现代CNC系统一般都提供调用子程序功能。但子程序调用不是数控系统的标准功能,不同的数控系统所用的指令和格式不同。1.指令:M98调用子程序M99子程序结束2.格式:M98P×××××××子程序格式:O××××(子程序号)┋M993.说明:(1)P后的前3位数为子程序被重复调用的次数,当不指定重复次数时,子程序只调用一次。后4位数为子程序号。(2)M99为子程序结束,并返回主程序。(3)M98程序段中,不得有其他指令出现。三、案例分析加工如下图所示槽形,用ø6的铣刀,加工槽深4mm。进给速度设为F=100mm/min,主轴转速S=1500r/min,试编程。工件零点选择在毛坯左下角,选用φ10的立铣刀,采用逆铣。考虑到立铣刀不能垂直切入工件,下刀点选择在图形的左下角,采用斜线切入工件。45钢品字槽6.3图10.1案例10.1数控加工主程序程序说明O5656N010G90G54X0Y0;N015T01;N020M03S1500;N030G43H01Z2;N040G00X10Y20M07;N050M98P8080;N060G00X60Y20;N070M98P8080;N080G00X35Y60;N090M98P8080;N100G00Z100M09;N110X0Y0M05;N120M02;主程序名设置工件零点于O点选择刀具启动主轴正转1500r/min建立长度补偿快进到F点,开启冷却液调用P8080子程序,加工方槽a快进到安全平面P点调用P8080子程序,加工方槽b快进到安全平面M点调用P8080子程序,加工方槽c刀具Z向快退至起始平面刀具回起刀点,主轴停转主程序结束数控加工子程序程序说明O8080N1010G91;N1020G01Y-10Z-4F100;N1030G01X20F100;N1040G03X10Y10R10;N1050G01Y10;N1060X-20;N1070G03X-10Y-10R10;N1080G01Y-10;N1090Z4;N1080G90;N1090M99;子程序名增量编程刀具Z向斜线下刀刀具Z向退刀到工件上表平面处绝对编程子程序结束,返回主程序四、实训内容如下图所示,已知毛坯为100×100×50的45钢,要求编制数控加工程序并完成零件的加工。图10.4实训题五、课堂小结本次课主要掌握子程序的应用特点及格式,子程序与主程序的衔接。教师课时授课计划教师姓名课程名称数控原理与编程实训授课时数0.5天累计8天授课日期班次课题课题十加工中心的编程技巧(二)教学目的1.掌握零件加工中的工艺处理。2.掌握中等复杂零件的编程与操作。重点难点工艺处理;编程与操作编程与操作教具计算机,宇航仿真软件作业实训报告参考书FANUC-0i系统数控编程与操作教学过程一、旧课复习(建议用时:10分钟)二、新课教学内容(建议用时:60分钟)(二)、典型零件的数控铣削加工三、实训内容(建议用时:100分钟)四、课堂小结(建议用时:10分钟)课后小记课题十加工中心的编程技巧(二)一、旧课复习1、子程序的应用特点及格式。2、子程序与主程序如何衔接?3、子程序是否可以调用子程序?二、新课教学内容(二)典型零件的数控铣削加工综合实例讲解:加工如图下所示零件。毛坯为80×80×30的铝合金。要求采用粗、精加工各表面。45钢X6图10.2零件1、零件图纸工艺分析由图可知,该零件主要加工表面有外框、内圆槽及沉孔等,关键加工在于内槽加工,加工该表面时要特别注意刀具进给,避免过切。因该零件既有外型又有内腔,所以加工时应先粗后精,充分考虑到内腔加工后尺寸的变形,以保证尺寸。2、制定工艺(1)选择加工方法平面:粗铣--精铣孔:中心孔—底孔---铰孔(机铰)(2)拟定加工路线加工工序如下表1工序卡所示。(3)选择加工设备选择在数控铣床上加工。(4)确定装夹方案和选择夹具该工件不大,可采用通用夹具虎钳作为夹紧装置。用虎钳夹紧该工件时要注意以下几点:第一,工件安装时要放在钳中的中间部;第二,安装虎钳时要对它固定钳口找正;第三,工件被加工部分要高出钳口,避免刀具与钳口发生干涉;第四,安装工件时,注意工件上浮。(如图所示)图10.3虎钳(5)刀具选择刀具的选择如表2刀具卡所示。(6)确定进给路线铣外轮廓时,刀具沿零件轮廓切向切入切向切入可以是直线切向切入,也可以是圆弧切向切入;在铣削凹槽一类的封闭轮廓时,其切入和切出不允许有外延,铣刀要沿零件轮廓的法线切入和切出。(7)选择切削用量工艺处理中必须正确确定切削用量,即背吃刀量,主轴转速及进给速度,切削用量的具体数值,应根据数控机床使用说明书的规定,被加工工件材料的类型(如铸铁、钢材、铝材等)。加工工序(如车铣、钻等精加工、半精加工、精加工等)以及其他工艺要求,并结合实际经验来确定。表1:数控加工工序卡工步号工步内容刀具号刀具规格主轴转速(r/min)进给速度(mm/min)1打中心孔T01Ø3中心钻849(V=8)85(f=0.05)2外方框粗加工T02Ø16立铣刀597(V=30)119(f=0.1)3内圆槽粗加工T02Ø16立铣刀597(V=30)119(f=0.1)4外方框精加工T03Ø10立铣刀955(V=30)76(f=0.02)5内圆槽精加工T03Ø10立铣刀955(V=30)76(f=0.02)6钻孔T04Ø7.8钻头612(V=15)85(f=0.05)7铰孔T05Ø8H7铰刀199(V=5)24(f=0.02)表2:数控加工刀具卡工步号刀具号刀具名称刀柄型号刀具直径(mm)长度补偿H半径补偿D(mm)备注1T01中心钻ST40-Z12-45Ø3H01=实测值2、3T02立铣刀BT30-XP12-50Ø16H02D02=8.2D07=134、5T03立铣刀BT30-XP12-50Ø10H03D03=56T04钻头BT40-Z12-45Ø7.8H047T05铰刀ST40-ER32-60Ø8H7H05数控加工程序(1)程序说明O1111T01G90G54G00X0Y0S849M03G43Z50H01G81X0Y0R5Z-3F85X25Y25X-25Y-25X25G80T02M03S600G43H02Z50G00Y-65M08Z2主程序名Ø3中心孔打中心孔Ø16端铣刀数控加工程序(2)程序说明G01Z-9.8F40D02M98P10F120G0Z10X0Y0Z2G01Z-4.8D07M98P30F120G0Z50M09T03M03S955G43Z100H03G00Y-65M08Z2G01Z-10F64M08D03M98P10F76外方框粗加工内圆槽粗加工Ø10端铣刀外方框精加工数控加工程序(3)程序说明G00Z50X0Y0Z2G01Z-5F64D03M98P30F76G00Z100M09T04G43Z50H04M03S612M08G83X25Y25R5Z-22Q3F61X-25Y-25X25G80M09内圆槽精加工Ø7.8钻头钻孔数控加工程序(4)程序说明T05M03S199G43Z100H05M08G81X25Y25R5Z-15F24X-25Y-25X25G80M09G00Z100M05M02Ø8H7铰刀铰孔数控加工程序(5)程序说明O10G41G01X30F100G03X0Y-35R30G01X-30G02X-35Y-30R5G01Y30G02X-30Y35R5G01X30G02X35Y30R5G01Y-30G02X30Y-35R5G01X0G03X-30Y-65R30G40G01X0M99外方框子程序该处F100在实际加工中可省,仿真软件模拟时须编写数控加工程序(6)程序说明O30G41G01X-5Y15F100G03X-20Y0R15G03X-20Y0I20J0G03X-5Y-15R15G40G01X0Y0M99三、实训内容如下图所示,已知毛坯为100×100×50的45钢,要求编制数控加工程序并完成零件的加工。图10.4实训题四、课堂小结本次课主要掌握零件加工中的工艺处理,中等复杂零件的编程与操作。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



![XXXX年工作总结[1]](/doc-504667.png)
 xebloveyy
xebloveyy
本文标题:课题十-加工中心的编程技巧(一)
链接地址:https://www.777doc.com/doc-2647224 .html