您好,欢迎访问三七文档
绪论:P1制造强国的标志;P3(21世纪制造业特点“大量定制”),设计信息化;P4制造业主体表格,制造信息化;第一章、制造业与先进制造技术概论:1.1制造行为的“三域”活动:P8“三域”活动;P9加工域活动,机械制造技术主要类别(增量制造、减量制造、等量制造);P10制造技术的发展过程的特点;P12物流域活动,物料性质(分3点),95%,和30%,“无优服务”;P15信息域活动;P19先进制造技术的内涵与特征;1.2制造理念的更新:P20制造模式;P22比较典型的先进制造模式,虚/实集成加工单元;P26可持续制造(自己概括);P28大量定制的概念;P29大量定制的分类;P30大量定制的必备条件;P31大量定制的实现;1.3制造技术的创新策略:P33创新的表现形式;P34科技创新的三种类型P35国际水平的制造工厂的指标;1.4自适应企业策略:P40——43概念总结第二章、加工域活动中的先进工艺2.1生长型制造:P44生长型制造的概念和特点;P45生长型制造技术的典型工艺:(P45立体光刻成型、P46选择性激光烧结、P47分层实体制造,熔化沉积造型、P48三维印刷,直接激光制造);P49CAD系统与快速原型(RP)系统之间的接口标准:(P49STL文件格式,P50针对RP系统提出的新格式:P50GIL格式和RPI格式;P51LEAF格式和SLC格式和CFL格式);P53制作原型的扫描路径(四种),Tri-Hatch扫描法,光栅扫描法,STAR—WEAVE扫描法;P54先进制造技术的典型应用;P55面向快速原型技术的逆向工程2.2可持续制造技术:P58可持续制造技术;P59再造技术,误差补偿技术;P63机床的CNC再造技术;P65热喷涂技术;P68干式切削与磨削,干式切削定义和原理;P70可重构制造系统与可重构机床以及核心技术是模块化;P73可重构制造系统概念,专用制造系统,柔性制造系统;P75可重构制造系统的特征(简答题,适当加一些要点);P78可重构制造系统的控制要求;P78可重构制造系统的机械要求;2.3虚拟制造技术:P81虚拟制造技术定义和分类;P82三类虚拟制造的比较;P90虚拟现实技术(三要素);2.4精密和超精密切削加工:P93精密和超精密切削加工方法;P95金刚石刀具超精密切削机理及特点;P98镜面和虹面车削;P102精密和超精密砂轮磨削,塑性磨削,镜面磨削;P106研磨机理;P108抛光机理;2.5微细加工技术:P111微细加工技术概述;P112微细加工技术分类;P114光化掩膜加工(包括光刻加工和LIGA法;特点和区别);P123复合加工法;P124电化学微细加工(EMM);P128纳米加工技术;P130单原子操纵,阳极氧化法;P131机械刻蚀加工;2.6复杂刃具刀具与CNC机床互补优化集成加工技术:P131为什么研究复杂刃具刀具与CNC机床互补优化集成加工技术;2.7生物制造(考实例):P135—P1452.8精净成形技术:P145精净成形技术概述,金属塑性成形方法;P146按金属固态成形时的温度,其成形过程分为两大类;P146冲压成形工艺;P147冲压技术有五个阶段,冲压工艺分类;P152金属板材柔性成形的新技术—多点成形;第三章、加工域活动中的先进装备:3.2高速切削机床:P158高速切削的概念;P160高速切削的优点;P161高速切削对机床的特殊要求;P162高速切削机床的关键技术;P166电主轴的参数;P172电主轴的冷却;P183高速切削刀具材料;P185高速刀具与机床的连接(高速刀具的夹头、三棱变形夹头、加热装夹头、高精度弹簧夹头);3.3并联运动机床:P190并联运动机床的概念;P204并联运动机床的主要部件(主轴部件、杆件及其区别、铰链);第4章、物流域活动的先进技术:4.1企业物流系统概论:P216—P219物流及其分类(不同的依据有不同的分类);4.2工业机器人:P232工业机器人在物流域的应用;4.3自动导向小车(AGV):P240自动导向小车(AGV)的优点;P245AGV的导引方式;4.4自动化立体仓库:P249自动化立体仓库的构成;P251巷道堆垛机;4.5物料自动识别及数据获取:P261物料自动识别及数据获取概述;P261物料自动识别的步骤,自动识别和数据获取的方法;4.6柔性制造系统(FMS)的运储系统:P268FMS的运储系统的任务;P270自动运输系统的基本形式;P281刀具的识别;
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


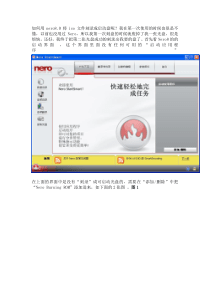



 noel20
noel20
本文标题:先进制造技术考点
链接地址:https://www.777doc.com/doc-2698367 .html