您好,欢迎访问三七文档
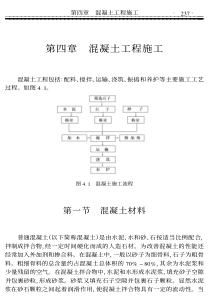
工艺验证方案品名微晶纤维素PH101工序各工序验证目的工艺用水改变后,产品生产工艺和岗位操作的符合性,及产品质量标准的符合性。验证条件1.主要生产设备经验证运行正常;2.原料均合格;3.工艺用水符合要求。4.工具、设施齐全。验证依据工艺规程SOP-TR0801岗位SOPSOP-POP080101SOP-POP080201SOP-POP080301SOP-POP080401质量标准POP-EXS00305设备SOPSOP-EOP0100SOP-EOP0500SOP-EOP1000SOP-EOP1400验证内容1.生产工艺的符合性。2.质量控制方法与标准的符合性。3.工艺用水的改变引起产品质量的变化。验证程序1.严格检查主要设备搪玻璃反应罐、喷雾干燥机是否经过验证。2.核对所使用的原料是否合格3.检验工艺反渗透水和无盐水是否合格4.严格按照SOP-TR0801、SOP-POP080101SOP-POP080201OP-POP080301SOP-POP080401和相应的设备SOP连续生产3批。5最终产品由中心化验室取样按标准SOP-FPS0100进行检验。验证人员组长:王洪峰负责全面验证工作.武刚孟庆光负责设备的正常运行.王洪峰张永立谢军萍责生产工艺的监督执行。.生产车间:李峰组织生产,各班代班长负责按标准操作.验证时间2001年10月25-26日制订人:王洪峰审核人:批准人:日期:验证申请由于生产微晶纤维素PH101的工艺用水由原来的电渗析水和无盐水变为反渗透水和无盐水,且原来的无盐水是由电渗析水制备,而现在的无盐水是由反渗透水制备。现申请验证工艺用水的改善对产品质量的变化。申请人:王洪峰日期:2001年10月24日审核人:日期:批准人:日期:微晶纤维素工艺验证报告1.引言:为改善产品质量,对造水系统进行了改进;进而带来产品质量的提高行。通过该次工艺验证证明了这一点。。2.验证时间:2001年10月25-26日3.参加验证人员质量部:杨春风王洪峰张永立谢军萍设备部:武刚胡运杰孟庆光生产车间:李峰汤树信吴庆明季正运许学峰4.验证程序:4.1根据《微晶纤维素PH101工艺验证方案》中所述验证步骤实施。4.2批数:3批4.3实验次数:连续3次5.检验结果:产品质量符合SOP-EXS00305。后附检验报告单。6.验证结论:通过验证和产品质量指标的测量,反渗透水质量合格,产品生产工艺和岗位操作标准具有较强的符合性,生产的三批产品与产品质量标准相符合.7.评价与建议:根据验证结果可知:工艺用水质量的提高使产品质量有所提高,明显的表现为产品炽灼残渣和微生物检验检验结果降低。报告人:王洪峰日期:2001、11、2审核人:日期:批准人:日期:硬脂酸镁工艺验证报告1.引言:气流干燥设备增加保温层,调整干燥温度后产品质量是否符合《SOP-FPS0300》标准规定。2.证时间:2001年10月29日3.参加验证人员:4.1根据《硬脂酸镁工艺验证方案》中所述验证步骤实施。4.2批数:3批,生产批号20011022B20011022C20011023A4.3实验次数:1次5.检验结果:干燥失重均在4.5%以下,符合《SOP-FPS0300》要求。6.验证结论:设备工改造后,按本次调整的实验温度范围段内进行干燥的产品合格,其干燥失重皆符合《SOP-FPS0300》标准规定。7.评价与建议:因标准为4.5%,为提高收率,节能降耗,降低成本,在产品质量合格的基础上将温度调至下限即:一级工作室温度为50-55℃。报告人:杨春风日期:2001年11月5日审核人:日期:2001年11月5日批准人:日期:2001年11月5日硬脂酸镁检验报告生产批号:20011022B温度50-53℃53-55℃55-60℃60-65℃干燥失重2.9%2.7%1.5%1.2%生产批号:20011022C温度50-53℃53-55℃55-60℃60-65℃干燥失重2.9%2.5%2.2%2.1%生产批号:20011023A温度50-53℃53-55℃55-60℃60-65℃干燥失重3.3%3.0%3.0%2.0%注:其它指标均合格。中心化验室二00一年十一月三日硬脂酸镁工艺验证报告1.引言:本次验证为调节硬脂酸镁工艺配比、增加主要原料投料量后,产品质量与《SOP-FPS0300》标准的符合性的验证。2.证时间:2001年11月20日3.参加验证人员:4.1根据《硬脂酸镁工艺验证方案》中所述验证步骤实施。4.2批数:3批,生产批号2001120A20011120B20011120C4.3实验次数:连续3次。5.检验结果:三批产品质量全合格。6.验证结论:三批产品质量与标准《SOP-FPS0300》要求相符。7.评价与建议:为节能降耗,降低成本,建议在产品质量合格的基础上调节工艺配比增加主要原料硬脂酸投料量。工艺配比调节为硬脂酸:片碱:硫酸镁:水=1:0.165:0.55:9.143即:硬脂酸:片碱:硫酸镁:水=350:57.75:192.5:3200报告人:杨春风日期:2001年11月25日审核人:日期:2001年11月25日批准人:日期:2001年11月25日羧甲淀粉钠工艺验证报告4.引言:本产品反应工序中的洗涤工序为关键工序运行一段时间后应重新进行工艺验证;干燥工序热电偶外加保护罩后对工艺中干燥温度有影响。2.验证时间:2001年11月23--24日3.参加验证人员4.1根据《羧甲淀粉钠工艺验证方案》中所述验证步骤实施。4.2批数:3批,生产批号20011121A20011121B20011122A4.3实验次数:连续3次5.检验结果:验证的三批产品除干燥工序规定的实验温度下干燥的产品干燥失重有超标现象外,其余指标均符合SOP-CPS00403。6.验证结论:本产品反应工序和筛分、包装工序的岗位SOP具有较强的符合性,干燥工序的干燥温度在原干燥范围内产品干燥失重合格。但数值偏高应进行调整。7.评价与建议:因本产品干燥失重标准夏季为6.0%,其它季节为8.0%,提高收率,节能降耗,降低成本,在产品质量合格的基础上将温度调至下限即:进风口温度低限为118℃,工作室温度夏季为90-95℃,其它季节85-90℃。出风口温度为50-70℃。报告人:杨春风日期:2001年11月22日审核人:日期:2001年11月22日批准人:日期:2001年11月22日山东聊城阿华制药有限公司标准操作程序微晶纤维素岗位SOP水解编码SOP-POP01-0102起草人日期审核人日期批准人日期实施日期1.范围本标准规定了微晶纤维素水解岗位操作法,重点操作复核,过程产品的质量标准与控制,异常情况的处理和报告。2.生产操作法2.1准备工作2.1.1本岗位为一般生产区,操作人员按《人员出入SOP》程序换好岗位服,提前十分钟进入生产岗位。2.1.2进入岗位后的检查工作a.查看交接班记录,了解上班设备运行和卫生清洁情况及本班应注意事项。b.对照上述记录及岗位清洁规程要求作下列检查①检查岗位环境、现场卫生清洁情况。②检查工、器具是否洁净且定置摆放。③检查反应釜的清洁情况。上述检查完毕后由班长根据生产指令挂牌标示,标明当班生产品种、规格、批号及日期。若检查上班清洁不合格,由本班人员继续清理,并经车间主任或质监员检查合格后方可进行生产。2.1.3根据生产指令,由代班长持领料单到原料库,领取原料,核对原料及包装材料品名、规格、数量、外观质量无误后办理领料手续。2.1.4本岗位操作人员按生产指令将盐酸打入高位槽备用。2.2试运转2.2.1检查水、电、汽供应是否正常,电渗析水是否合格。2.2.2打开反应釜盖,关闭釜底放料阀,打开电渗析水阀,记录水表示值向釜中加入2160kg工艺用水,关闭水阀。2.2.3打开减速机降温水阀门,开启搅拌,打开进盐酸阀门,记录高位槽刻度使加酸量230kg±5kg(28%)左右,充分混匀后,取样监测浓度在0.75-0.85mol/L之间。2.3水解2.3.1打开蒸汽阀门控制压力在0.3MPa以下,将釜内酸液升温。2.3.2釜内温升至60℃-70℃时,解开中转袋扎口绳,将270kg物料投入釜内,投料完毕,加盖紧固螺丝使不漏气,并继续升温。2.3.3釜内升至95℃时,开始计时,通过视镜观察水解程度,温度控制在95-105℃之间,保温时间10-15分钟,打开釜盖,取样观察,手拈成糊状为合格。2.3.4水解合格后迅速开启降温水进行降温约,釜内温度60-70℃时准备放料。2.3.5检查筛网完整情况、目数、漂洗池清洁状况无误后,向池内放入少量水,将过滤筛在池上的横杆上,将放料软袋置于其上,用电渗析水冲料过滤,剔除杂质,当釜内露出搅拌底部时,关闭搅拌继续放料,直到放完。及时填写记录。2.4生产结束工作2.4.1放料完毕后,关闭减速机降温水阀门,清除釜中杂质异物和筛网上异物,收集在一起集中处理。2.4.2检查批生产记录、生产程序卡、设备运行记录及交接班记录填写是否完整。2.4.3按日常清洁规程把卫生清理干净,并填写清场记录。2.4.4复查设备电源是否关好,生产现场是否清洁,物料、工具是否定置摆放,确认无误,交班后方可离岗。3.重点操作复核、复查制度3.1配比是否符合工艺要求,原料外观质量应合格。3.2酸液浓度是否测量准确。3.3放料前后筛网应是完好的。3.4操作时应严格按要求操作,做到自检、互检、专检把好质量关,防止不合格过程产品转入下道工序。3.5原料中转袋彻底倒净,严禁拖拉,用完及时清净,叠整齐送还原料库。4.过程产品质量标准与控制4.1酸化液浓度为0.75-0.85mol/L。4.2量取待测酸液10ml,加酚酞指示剂2滴,用氢氧化钠滴定液(1mol/L)滴定,记录消耗滴定液体积Vml,待测的酸液的浓度0.1Vmol/l.5.异常情况的处理和报告5.1本岗位所用盐酸为强酸具有强烈的腐蚀性,万一不慎溅到在皮肤上应先用抹布擦去,再用大量清水冲洗后涂上稀碳酸氢钠溶液。5.2机器运转不正常或投料过程中原料异常,应停止工作,找出原因,班组不能解决时,应通知有关人员协助解决。修改栏序号修改章节标记修改通知单号修改人修改日期实施日期山东聊城阿华制药有限公司标准操作程序微晶纤维素岗位SOP精制编码SOP-POP01-0202起草人日期审核人日期批准人日期实施日期1.范围:本标准规定了微晶纤维素精制岗位操作法,重点操作复核、过程产品质量标准与控制,异常情况的处理和报告。2.生产操作法2.1准备工作2.1.1本岗位为一般生产区,操作人员按《人员出入SOP》规定程序换好岗位服,提前十分钟到岗。2.1.2进入生产岗位后的检查工作a.查看交接班记录,了解上班生产进度、设备运行、卫生情况及本班注意事项。b.对照上述记录和岗位清洁规程要求做下列检查。①检查岗位环境,现场卫生清洁情况;②检查工、器具是否齐全且定置摆放;③检查板框压滤机、空气压缩机清洁情况。上述检查完毕后,若不合格由上班或本班人员继续清理,并经车间主任或质监员检查合格后方可进行生产。2.1.3根据记录和交接班明确生产进度,核对无误后与上班人员交接签字,开始漂洗,将料荡起后向池内加满工艺用水,待物料稍沉后再适当开启进水阀门,使漂浮物随水外溢,加水量以不溢料为准,水面无明显可见斑点后停止加水,待料沉降后抽去清液。如上反复操作,直到斑点合格为止。2.2试运转2.2.1检查水、电是否正常。2.2.2按设备操作规程起动板框压滤机、空气压缩机应能正常运转。2.3生产2.3.1检查板框压滤机进气、进水阀是否关闭,一切正常后连接料池与料泵之间的管道。2.3.2开启板框压滤机进料阀,关闭板框压滤机进水阀门。2.3.3开启进水管阀门,使管道内充满工艺用水,然后关闭进水管道阀门,启动料泵,将池内料抽入框中,并随时观察池底物料斑点,留适当池底,过120目筛后抽入板框压滤机。2.3.4开启进水阀门管道,将板框压滤机内物料洗涤50分钟后开始取样检测滤液中氯含量。氯含量低于35mg/L时停止洗涤。2.3.5合格后,关闭板框压滤机进水阀,开启进气阀和空压机空吹20-25分钟,卸框,将滤饼放入洁净料车,罩上
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 carloshll
carloshll
本文标题:MCC验证方案
链接地址:https://www.777doc.com/doc-2882544 .html