您好,欢迎访问三七文档
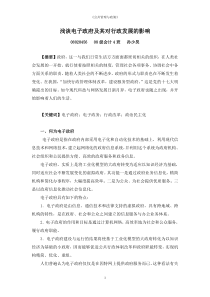
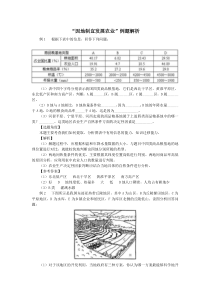
温米70#气处理装置C3回收率的研究轻烃工区汪韶雷2000年5月一、温米气处理装置概况温米气处理装置是一套低压气体处理装置,它的原料气是油田伴生气和原油稳定尾气,原设计处理量为50×104Nm3/d,扩容改造后处理量为70×104Nm3/d,处理工艺采用目前世界各国和我国广泛采用的低温分离法,低温主要由外加冷源~丙烷制冷+膨胀制冷两方面提供。装置流程中主要由气体增压、分子筛脱水、复式制冷及精馏等基本操作单元所组成。产品有干气、液化气和稳定轻烃三种。该装置原设计C3收率为60%(mol),实际为45%左右,扩容改造后设计C3收率为80%(mol),实际为64%左右。该回收装置自95年8月投产以来,设备、仪表及工艺流程在运行中暴露出许多问题,我们针对运行中出现的问题组织技术人员认真分析研究,先后进行了技术改进与完善146项,装置运行正常,年运行时间均在8000小时以上,产品质量稳定,但C3收率仍达不到设计要求,经分析研究,确认目前装置主要存在以下问题:(一)局部工艺流程不合理;(二)工艺参数有待进一步优化。二、装置校核计算分析依据70万方装置的实际运行参数,对装置进行校核,结果如下:(一)校核基础数据气体处理量65×104Nm3/d气体压力0.21Mpa气体温度15℃原料气组成C1C2C3iC4nC4iC5nC5C6C7N2CO275.2919.6945.9712.1011.6711.0370.7390.24403.2460(二)对装置进行校核计算通过校核计算,查明了:1.产品实际回收率与设计收率的差距产品名设计值实际值差距(1-实际值/设计值)液化气(t/d)14590(1-90/145)=0.38轻油(t/d)8053(1-53/80)=0.34干气(×104Nm3/d)6258(1-58/62)=0.062.C3回收率分析回收率设计值校核值差距(1-校核值/设计值)C3H880%64%(1-64/80)=0.20经校核计算得知,目前C3收率为64%,比设计80%的收率少16%。(三)对装置定性分析在对该装置进行实际调研和校核计算的基础上,进行定性分析,找出引起C3收率低的原因,提出具体改进措施为:1.精馏系统工艺改进;2.优化工艺参数。三、影响C3回收率低的因素(一)气液相混合进入脱乙烷塔从低温分离器来的混合液烃处于P=1.7Mpa,T=-4℃的状态进入脱乙烷塔顶,在该状态下,原已液化的液烃中的较大部分又重新气化,这部分被气化的液烃在脱乙烷塔中难于再液化,大大降低了液烃的回收率,其中C3损失尤为严重,不仅如此,被重新气化的混合液烃又在塔中形成严重的雾沫夹带现象,将部分液烃携带出脱乙烷塔,进一步降低了液烃的回收率,从而进一步加大了C3及C3以下组分的损失,使C3回收率远低于设计指标,可见脱乙烷塔的气液混合相进料或冷凝液烃的再气化是导致C3回收率降低的重要原因。(二)冷量利用品位较低按照设计工艺,从低温分离器出来的混合液烃作为冷源,在液烃换热器中与原料气换冷,即把液烃的部分冷量交给原料气,使自身的温度由-43℃升至-4℃,造成冷凝液烃的再气化。而目前脱乙烷塔顶回流量小,且不稳定,塔顶温度偏高,重接触塔顶进料远远高于重接触塔底进料,塔底进料中的C3不仅没有被冷凝,反而还有大量从塔顶跑失,这种损失液烃回收率为代价的冷量传递方式不是好的选择。(三)脱乙烷塔分馏效果不佳1.脱乙烷塔顶温度过高和塔底温度相对偏低制约了物料的传质、传热效果。致使在液化气产品中C2即将超标的情况下,还有大量的C3组分塔顶气相夹带出塔。2.脱乙烷塔压力偏低,塔顶露点则相应偏低,这就要求塔顶要有足够的温度较低且流量较大的冷剂做回流。而目前,脱乙烷塔回流泵满足不了工艺要求,导致脱乙烷塔顶回流量小,造成塔顶温度偏高,降低了脱乙烷塔的分馏效率。(四)各种因素制约了重接触塔运行参数的优化调整1.脱乙烷塔顶气相经其冷凝器冷却后又经过再冷器冷却,再经过节流作为重接触塔的回流,由于设计时其节流的压差较小只有0.2MPa,(当压差大时,脱乙烷塔回流泵的扬程则达不到要求)而使其最终温度只有-40℃左右,远高于重接触塔顶的温度(-63℃),使本应是精馏塔作用的重接触塔成了闪蒸塔。按原来的设计,干气中C3的含量为1.0%,而现状干气中C3的含量为2-3.0%,回收率低主要是因为重接触塔工艺没有达到要求,脱乙烷塔回流泵又是重接触塔工艺达不到要求的根本原因。由西南石油学院提供的计算软件可以计算出干气中C3的含量分别为1.0和3.0时C3的回收率为80%和57%。2.重接触塔的液相缓冲空间过小,致使其液位难于控制,使脱乙烷塔回流泵运行不平稳,影响了脱乙烷塔的塔顶温度,进而导致重接触塔塔顶进料温度过高,重接触塔的效率降低。3.低温分离器温度过低(-45℃左右)致使后续工序--重接触塔液量过少,液位不易控制。四、提高C3回收率的措施脱乙烷塔冷凝器脱乙烷塔再冷器脱乙烷塔脱乙烷塔回流泵重接触塔膨胀机来(一)保证塔顶连续稳定的回流量1.选用流量为5m2/h,扬程为170m介质温度-30~-50℃气蚀余量为1的回流泵替换为流量3m2/h扬程为110m,介质温度为0~30℃的管道泵。满足脱乙烷塔塔顶回流量,从而降低塔顶温度,提高精馏效果。2.提高低温分离器的温度,增加膨胀机膨胀端出口物料中的液相含量,即增加重接触塔的液量,确保脱乙烷塔顶有足够的回流量。(二)优化工艺参数1.提高脱乙烷塔压力,由原来的1.65MPa提高到1.95MPa。(在回流泵允许的情况下压力还会提高)增大脱乙烷塔与重接触塔的压差,尽量降低重接触塔顶的进料温度,使重接触塔能正常操作。2.改进重接触塔进料系统流程:将脱乙烷塔顶馏出气项在出再冷器后分成气液两相,在重接触塔顶再会合进入。这样可以使重接触塔的进料更加平稳,有利于提高重接触塔的精馏效果。如下图所示:冷箱效果预测:1.提高了C3回收率优化设计后所产生的优化方案,C3回收率可达75%左右,提高11个百分点,相应地C4、C5的回收率也可以得到提高。2.改善产品质量重接触塔工艺改进流程图干气中的重组分含量减少,从而降低了干气的烃露点,提高了长距离输气的安全性,同时改善了商品天然气的质量,为下游用户提供优质的天然气,提高了吐哈油田的效益和信誉。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![[中规院]城市总体规划统一技术措施](/doc-52252.png)


 182370
182370
本文标题:C3收率的研究
链接地址:https://www.777doc.com/doc-2902429 .html