您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 人事档案/员工关系 > 2012PT3渗透工艺题答案
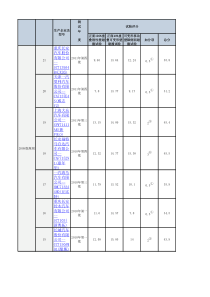
5四、综合题:(35分)某编号为9SAR7330BA的在制压缩空气缓冲罐,结构如右图所示。其设计压力为1MPa,设计温度为50℃,工作介质为压缩空气,容器类别为第一类,焊缝系数1.0,规格为Φ784×2700×8mm,材质为满足GB24511-2009《承压设备不锈钢及钢带》标准要求的S30403(相当于GB/T4237-1992的00Cr19Ni10、ASME(2007)SA240的304L),接管规格分别为:DN80、DN15、DN150。其技术要求规定:所有焊接接头为全焊透形式;所有对接焊接接头应进行100%射线检测,II级合格;所有焊接接头外表面应按JB/T4730.5-2005进行100%渗透检测,I级合格。请回答下列问题:1、编制该在制压缩空气缓冲罐渗透检测工艺卡时应按照哪些法规、规范、标准和技术文件?(把正确答案序号填在括号内,5分)A、TSGR0004-2009《固定式压力容器安全技术监察规程》B、GB150.1~150.4-2011《压力容器》C、JB4732-1995《钢制压力容器-分析设计标准》(2005年确认)D、JB/T4730.1~6-2005《承压设备无损检测》E、GB12337-1998《钢制球形储罐》F、GB50094-2010《球形储罐施工规范》G、GB151-1999《管壳式换热器》H、GB3323-2005《金属熔化焊焊接接头射线照相》I、GB/T20801.1~6-2006《压力管道规范工业管道》J、单位无损检测通用工艺规程K、单位质量管理体系作业文件6L、设计文件、图纸和技术要求答:(A、B、D、J、K、L,少1个扣1分)2、按TSGR0004-2009《固定式压力容器安全技术监察规程》、GB150.1~150.4-2011《压力容器》和技术要求,该在制压缩空气缓冲罐出厂前应针对哪些部位开展哪些无损检测项目?其检测比例与合格级别是什么?请填下表:(5分)序号无损检测方法无损检测部位检测比例合格级别1RTA、B类对接接头100%II2UT///3MT///4PT所有焊接接头100%I3、对该压缩空气缓冲罐所有焊接接头渗透检测,请按照检测可靠性高和经济性好的原则比较荧光与着色、水洗与溶剂去除、溶剂悬浮或干粉与水悬浮水溶解显像的适宜性。并选择一种适宜的渗透检测方法。(5分)答:渗透剂选II,II能够满足灵敏度要求,选I现场背景照度难于保证,酌情扣分;去除选C,管座/对接检测效率较高、操作灵活;选A酌情得分,选BD不得分;显像选d,灵敏度高,保证细小缺陷能检出;干粉a、水溶解b、水悬浮c、自显像e不得分。宜选择IIC-d着色渗透检测方法进行检测。4、按JB/T4730.5-2005《承压设备无损检测》,对该设备渗透检测所使用的渗透检测剂材料有什么特殊要求?为什么?(5分)答:要求一定量渗透检测剂蒸发后残渣中的氯、氟元素含量的重量比不得超过1%。因为渗透剂、去除剂、介质等中的卤族元素如氟、氯等很容易与奥氏体钢材料作用,在应力存在情况下,产生应力腐蚀裂纹,造成破坏。5该压缩空气缓冲罐渗透检测后,筒体焊接接头部位发现2处缺陷(35×100mm范围内),如下图所示,其中:1#缺陷Φ2.0mm;2#缺陷长3.5mm、宽1mm。按JB/T4730.5-2005,该两处缺陷应如何评级?是否合格?(5分)答:1#缺陷Φ3.5mm,II级(1.5分);2#缺陷长3.5mm、宽1mm,III级(1.5分)。该处缺陷均评为不合格。(2分)6、对该压缩空气缓冲罐实施渗透检测过程中,有关质量控制方面应至少包含哪些要点?(5分)答:(1)渗透检测剂必须是同一厂家同族组产品,并经有关部门鉴定、验收或批准的合格产品;(2)一定量渗透检测剂蒸发后残渣中的氯、氟元素含量的重量比不得超过1%。(3)使用新的渗透检测剂、改变或替换渗透检测剂类型或操作规程时,实施检测前应(4)用B型镀铬试块检验渗透检测剂系统灵敏度及操作工艺正确性。一般情况下每周应用镀铬试块检验渗透检测剂系统灵敏度及操作工艺正确性。(5)检测前、检测过程或检测结束认为必要时应随时检验。(6)应定期测定检测环境白光照度。(7)照度计等仪器应按相关规定进行定期校验。……7、对该压缩空气缓冲罐实施渗透检测,应注意哪些安全事项?(5分)答:人员安全方面:(3分)1)通风:检测过程中应保证通风良好;2)用电:使用安全电压,作好安全连接,水洗时防止水溅入电器中短路;3)防火:溶剂易燃,控制渗透检测剂等易燃物;4)防毒:渗透检测剂微毒,应做好卫生安全管理;设备安全方面:(2分)1)不得随意打磨、敲击工件表面,并作好后处理,保持表面状态完好;2)专用服装、鞋子,避免铁素体污染;3)检测后进行后处理,清除残留物;五、工艺题(25分)一批钛材膨胀节如右图所示,其规格为Φ600×150×4mm,机械挤压成型,工件表面光滑存在少量油污。设计要求外表面按JB/T4730.5-2005标准进行100%渗透检测,检测方法要求为后乳化型荧光法,检测灵敏度等级为3级,质量要求Ⅰ级合格。检测工件温度20℃。请针对该工件编制渗透检测工艺卡,具体要求如下:(1)操作程序应按顺序逐项填写。(2)现有渗透检测剂:渗透剂:美国磁通公司ZL-2C、ZL-27A、ZL-37、ZL-60D、ZL-67、ZL-56;英国阿觉克斯公司985P11、985P12、985P13、985P14、970P23、970P25、970P26E;日本马泰克公司P210、P220、P230、P240、P122、P130、P141D;国产HA-1、HA-2、HB-1、HB-2乳化剂:美国磁通公司ZR-10B;英国阿觉克斯公司9PR12;日本马泰克公司R500清洗剂:20-30℃、0.2-0.3MPa水显像剂:美国磁通公司ZP-4B、ZP-9F;英国阿觉克斯公司9D4A、9D15;日本马泰克公司D700;干粉型显像剂:氧化镁粉;(3)现有检测设备及设施:水源、电源、干燥箱、便携式渗透检测设备、固定式渗透检测设备、浸槽、黑光灯、黑光辐照计、照度计、铝合金试块(A型)、镀铬试块(B型等、电动钢丝刷、钢丝刷、压缩空气、红外线测温仪、角向磨光机、喷砂设备、干净不脱毛棉布等。(4)工艺试验确定的乳化时间:美国磁通公司ZR-10B,1min;英国阿觉克斯公司9PR12,2min;日本马泰克公司R500,3min。(5)工件示意草图:可不画,但应注明。(6)请在说明栏内填写工艺质量控制及安全措施等有关说明。(7)工艺卡内“编制”“审核”和“批准”栏中填写其资格等级、日期。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 茉莉蜜茶
茉莉蜜茶
本文标题:2012PT3渗透工艺题答案
链接地址:https://www.777doc.com/doc-3025512 .html