您好,欢迎访问三七文档
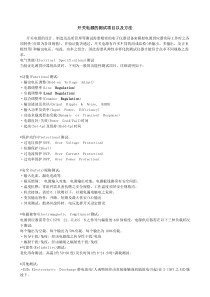
第1页共89页第一篇外包来料品质检验标准外包来料,是一个公司的龙头,外包来料品质的优劣,直接决定著後序加工过程中品质的完美程度,以及生产进度的顺畅兴否,外包来料从广羲上可分为原物料、半成品、包材、易耗品等。美中美木业公司的产品类别复杂,所涉及的供广商繁多,所以加强外包来料品质的管控,以及加强对协力广商的改善辅导,是品管工作的一个重点。现拟编出《外包来料品质检验标准》,权作美中美公司对外包来料品质的允收水准之参照,更作为IQC、采购、仓库、生产部、供应商等共同遵循的一种质量手册,以便利工作,统一品质标准。第一章原材料类第一節木材的等级划分一、桐木验货标准(杉木)1.含水率必须控制在12°以下。2.厚度在未砂光前,最薄处要比要求厚0.5mm,且表面不可有缺肉现象,弯翘最多不可超过3mm。3.拼板裂的不接受。4.颜色必须为浅色均,紫色、黑色不接受。5.允许有活節疤,但不能有死節。二、白杨木检验标准A级:健全划面利用率80%以上,允许150mm以内的端裂10%和小于己于5mm的弯翘,最小可取1500×100mm一支无弯翘长料。第2页共89页B级:健全划面利用率60%以上,允许170mm以内的端裂10%,小于8mm板面瓦翘,允许存在没有开裂的髓心制材,最小可取1200×80%的一支无弯翘长料。C级:健全划面利用率50%以上,板面允许1800mm的端裂10%,3个直径小于40mm以下的死節疤,侧弯小于150mm,正面弯小于10mm最小宽度60mm。D级:板面乱裂和髓心开裂以及腐蚀材,虫孔,死節分布密,直径大,弯大于20mm。备注:a.健全划面:一个划面没有腐蚀,环裂及弧边,纹理不予考虑。容有活節和变色条纹,健全划面应存在板材的较劣面。b.含水率12°以下。c.允许比例:A、40%B、50%C、10%d.允许±3%的误差。e.D级料全部退回供应商。三、进口材分级及验货标准1.料级别:A级:利用率90%以上,允许净划面最多4个最小划面4″×5′,3″×7′最小板面6″×8′B级:利用率83.3%以上,允许净划面最多5个最小划面4″×2′,3″×3′最小板面3″×4′C级:利用率66.5%以下,允许净化面最多7个,最小划面3″×2′最小面板面3″×4′2.适用材种:黄杨木、白水曲柳、红橡木。第3页共89页四、国内材分级及验货标准1.材料级别:A级:90%清允许1″以内端裂10%,长度2mm以上,宽150mm以上。B级:净化面70%以上,净化尺寸保登长1.5mm,宽100mm以下,正面弯小于5mm。侧面弯小下10mm。C级:净化面50%以下,取材1mm以上宽100mm以上。备注:不可有面裂、虫孔、内裂、腐蚀材厚度只可多不可少,含水率12度以下。2.材料级别所占比例标准(1)白木、水冬瓜。80%A+20%B(2)白杨木、柞木。50%A+40%B+10%C(3)橡胶木。30%A+50%B+20%C(4)允许±3%的误差。第二節薄片的等级划分一、常用薄片的种类。1.CHERRY樱桃木:颜色浅红、导管浅、木质松软、有大花、小花、乱花、直纹。2.OAK:分红橡、白橡,导管深、硬度大、纹理清晰。3.ASH水曲柳:又叫阿西薄片,本色土色、漂白後成白色、导管深。4.花樟:种类多、颜色异、纹理乱、导管深、薄片很干、弯曲、有结疤。5.艳阴花:颜色土黄、导管浅、纹理不清晰。6.香杉:香杉薄片味香、節疤较多、色差明显、适做抽底。7.枫木:木质松软、光滑、热压容易脱胶、溢胶、压伤。第4页共89页8.黑胡桃:颜色偏黑,适用面板、抽头饰条。9.桃花芯:有花纹和排骨纹、导管浅。10.桦木:分东北桦和西南桦,纹理同CHERRY、材质同杂木。二、薄片常见的材质问题1.水波纹:常见CHERRY,严重可用于不受注意的背板,轻微的依产品的油漆颜色和客户的要求而定。2.鱼鳞点:常见OAK,太密集不可用作AB级料。3.木節:分活節和死節,以油漆的颜色和本身的性质而定,活節直径≦5mm以下可用,每平方英尺不可多于3个,死節应去除。4.黑胶囊:太密集或是虫孔都属于C级料,若直径≦5mm每平方英尺2个以下可作A、B级料。5.矿物線:长10mm以下每平方英尺2条以下可用作AB级,长20mm以下每平方英尺超过2条作B,C级以颜色深浅而定。6.色差、白边:不可用于A,B级料,可作C级,严重的切除,同时也以油漆颜色和客户要求而定。7.虫孔:属于C级。三、薄片检验标准1、A级薄片检验标准(1)薄片长度要求9英尺以上80%,6英以上10%,4英尺以上10%。(2)薄片宽度要求8英寸以上80%,6英寸以上20%。(3)花纹料需占70%以上,直纹料30%,宽度需4英尺以上。(4)花纹需小荀花40%以上,大荀花30%,乱花或闪电花不允许。(5)不能有严重水波纹,轻微允许20%以下。(6)允许10%以下每平方尺有2个长5mm,宽2mm以下黑胶囊不允许。第5页共89页(7)矿物缐长度在10mm以下,每平方尺3条以下轻微可接受。(8)死结(破洞)9英尺长允许2个Ø25mm以下,但不能算材積。(9)薄片不能有太严重刀痕(宽度超过1mm以上不接受)。(10)薄片粗糙(毛细孔太粗)不允许。(11)薄片弯,不平整,不能接受,轻微允许10%。(12)活结不能超过5m,每平方尺不可超过3个,分散开可接受,但不能超过5%。(13)白边占20%可接受,但白边宽度不能超过25mm。(14)薄片有银点(鱼鏻片)不能接受。(15)髓心不接受。(16)开裂不能超过总长的10%。2.AB级:要求同A级料,只是在薄片的花纹要求较放宽,可有少许矿物線。3.B级:可允许有乱花,纹路杂乱,有少许矿物線,黑胶囊,水波纹,银点,不影响油漆效果为佳。有虎斑,蓝斑,大野花,银点,水波点,明显阴阳色。四、薄片的验收标准1.厚度—依据请购单的厚度允许公差为±0.05mm(0.0019″)。2.含水率—6%―8%。3.长度—隨意,但短于610mm—(2英寸)的不可超过5%。4.宽度—隨意,但窄于102mm(4英寸)不可超过5%。5.裂开—每片面積最多10%。6.粗糙—整批货最多5%。7.撕裂—不得超过整批货的5%。8.節疤—任一片的面積最多10%且不可在薄片的中段。9.裂缝—最大只允许50mm(2英寸)。第6页共89页10.木纹特性—按照订单的规定。第二章半成品的检验标准第一節曲木的检验标准一、曲木常见的问题有:1.开裂2.分层3.芯板收缩露白4.弧度不对5.薄片木纹方向错误6.刮伤,碰伤7.厚度不标准8.曲木表面呈凹凸波浪状。二、加工注意事项1.曲木板表层要加3mmMDF板热弯。2.曲木单板在热弯时须进行烘干,含水率控制在12º以下。3.曲木加压热弯时用南宝胶水。4.曲木单板应横纹,坚纹交错热压例:第一层第二层第三层5.单板布胶要到位,布胶量应充足,以热压后边部溢出颗粒状胶水为宜。6.曲木含水率在8-12º,方可转入白身加工。7.曲木单板不能有表层撕裂,缺肉现象,否则会影响胶合力。8.曲木单板布胶后,放置时间不可过久再热压,控制在3-5分钟内。9.曲木芯板务必擦色组装。11.热弯加压时,温度要达到110℃~120℃之间。12.烘干,搬运过程中,不可重叠摆放。13.曲木回厂后加强保护,避免曝晒,回潮,放置时间不宜过长,以上事项可防止弧度变形。14.长短方向尺寸较接近的产品,应特别注意木纹方向不可贴错。第7页共89页15.加压热弯时,一定要保登薄片木纹兴弧度方向正确。16.热弯加压时,注意薄片有单面、双面之分。17.曲木成型后,应要求外广将曲木四周修边,以免边部溢胶造成板兴板之间压伤、刮伤。18.在烘干,白身加工过程中,不可板兴板之间拖拉,应轻拿轻放,保持工作臺面整洁。以上事项避免薄片木纹错误或薄片刮碰伤。19.热压时检查模具表面有无异物。20.同一单板因尺寸不够需拼合时,杜绝拼接不密和单板重叠现象。21.厚度检验标准:不打刀型芯板,开槽式侧板,门框上、下横或其它,厚度要求比较高的产品以标准尺寸±0.5mm~﹣1mm之内,抽头、立水四周打刀型的芯板,不开槽式侧板,以标准尺寸±1mm之内。22.弧度的检验标准:抽头、立水、以±2mm误差之内,芯板、侧板厚度在9mm以下的,弧度误差在±3mm之内,厚度在9mm以上或有3个以上弯弧的,弧度误差只能在2mm以下。23.有拼花的曲木,要注意对角線、中心線,误差范围为±1mm。特别注意:曲木验收时应根据不同产品及其所要的不同位置来衡量厚度,弧度对整组产品结构的影响,以及白身在加工过程中的难度,要灵活运用。第二節弯饰木、雕花、零部件的检验要点一、弯饰木检验要点弯饰木最重要的特征是“弯”,所以弯饰木弧度是尤其重要的,除弧度外,基本的规格要求和外观要求也十分重要。1.检查弯饰木材质规格,包括长,宽,厚度及开槽宽深度。2.对照1:1图纸,检查其弧度及弯饰木两头刀型。第8页共89页3.比较左,右两饰木规格,形状等是否完全一致对称,弯饰木背面是否水平,弯饰木有无弯翘扭曲现象。(取左右弯饰木各一支,背靠背比对)4.检查弯饰木外有观有无砂痕、跳刀、缺肉、撕裂、划伤等不良现象,重点集中于弯饰木拐角处和刀型处。(粉笔检验)5.取弯饰木和兴之相配套的床头板或上横板试组立,检查能否完好组立。6.如左右弯饰木中间夹有中木花,需比较中木花和弯饰木有无弧度的差别。7.凡有雕刻之弯饰木,应特别检查其雕刻部份(毛刺,雕缺,刀痕,雕花深浅等)8.有塔头的弯饰木,应检查搭头背面兴弯饰木是否相平,是否按要求布A.B胶,塔头组上去后重砂光时,是否对塔头造成砂痕或划伤,塔头组立是否有松动现象。9.由两節或两節以上组成的弯饰木应检查组立是否牢固,是否有胶印及连接外有缝等不良状况。10.检查弯饰木的堆放及包装是否合乎要求。(每层是否有垫纸皮或气泡袋等保护)。二、雕花零部件检验要点1.测量零部件规格,雕刻花纹的长,宽,深度花纹所处于零部件的位置。2.检查花纹方向有无反、倒、错、缺、漏。3.呈不规则形状的節花等需兴1:1图纸比较,检查其弧度,and角度和大小。4.检查所用木质有无死節和蓝斑,拼缝离缝及开裂等。5.检查雕花部份有无较深的刀痕(打胚刀时过重所致)。6.检查雕刻下凹之線条有无跳刀痕。7.检查雕花凸之線条是否圆顺流畅。8.凡花纹成对称分布的饰花应检查左右花纹是否完全一致。9.凡雕刻饰花中间有镂空的环空部份均需砂光良好,内边缘不可有毛刺凹凸不第9页共89页平和严重的撕裂、缺损。10.饰花边缘需砂光良好。11.有兴弯饰木配套(弧度)之中木花雕刻,须以该批生产之弯饰木比对其弧度是否一致。12.雕刻部份是否有雕缺或雕撕裂现象,如用快干修补之零件必须另外放置,贴上标示单作特殊处理后方可上線涂装。第三節车枳、虎脚、床柱、压花饰片的检验要点。一、总体要求1.雕花、车型必须正确,铲底平顺,深度足够且均匀。2.不可有开裂、碰伤、划伤、崩缺、压伤、跳刀痕、死節、色差等不良,砂光必须良好。3.所有五金规格包括埋牙深度,双头牙外露长度等必须标准。4.弧度、刀型必须兴1:1大图一致。5.含水率在12度以下。6.需分前、后、左、右必须分开摆放,需配对的,必须编号配对。二、车轵产品检验要点1.车枳产品易出现撕裂现象,主要原因是车枳刀已不锋利所致,应通知广家及时磨刀。2.如车枳顶端为图锥形,这是海棉砂光而成,应检查圆锥曲線是否流畅。3.车枳类产品外露端头较多,应注意是否有端裂。4.凡有螺杆之车枳应检查螺杆外露的长度及直径大小,螺杆定位点是否在车枳。5.有铁板牙或内外牙螺母之车枳应检查开孔深度,螺母内径及螺母有无滑丝等第10页共89页松动现象。方法:和兴之配套之螺杆试组装。三、虎脚检验要点1.来料虎脚,首先要检查其包装,为减少碰划伤,虎脚须整放在纸箱内,且每层须叠放气泡袋或纸皮。2.对照图纸和客人确忍样测量虎脚规格,包括鑽孔的大小,孔到虎脚侧沿的距离,孔兴孔间距离,虎脚口中杆的长度,以及决定中杆形状的相关数据,如果虎脚上有内外牙螺母还应测量螺母孔的深度和直径。3.检查虎脚的胶合,角无贴耳离缝或拼板开裂等现象。4.因虎脚是用仿形机成型再砂光的,所以应检查是否有砂光不良留下的仿形刀痕。5.检查虎
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 wbllcbbg
wbllcbbg
本文标题:进料检验标准
链接地址:https://www.777doc.com/doc-3265996 .html