您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 塑料产品模具培训基础
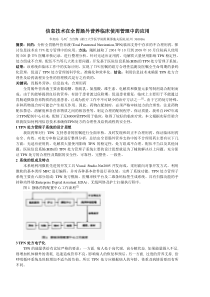
塑胶模具基础SANTAKMar,2006模具先由注射机合模机构闭合紧密,注射机注射装置将高温高压塑料熔体注入模腔内经冷却固化定型后开模取出塑件针对产品而言选择的产品分型面是否恰当;选择的产品进浇位置是否恰当;选择的型腔布置位置是否恰当;模具的尺寸精度是否符合产品要求;模具的材料与加工是否满足产品外观要求。针对模具本身模具零件的强度,刚度合适性;模具浇注系统的设计是否满足塑料流动特性;模具的调温系统是否满足均匀冷却与生产效率;模具脱模与顶出结构的合理性;整体结构力求简单合理,容易加工制造设计或审核注塑模具考虑点下面步入注塑模具世界单分型面注射模具——二板模注射模中最简单常用的一类双分型面注射模具——三板模模具中有两个分型面,适用点浇口进料的模具按注射模结构特征分类二板模的结构图1上码模板——又称定模座板或前模固定板,固定定(前)模在注塑机上2A板——型腔固定板3B板——型芯固定板45支架——也叫登仔方支撑B板并留出了制品的顶出空间6顶针板——固定制品推出顶针7顶针推板——推动顶针8下码模板——又称动模座板或后模固定板,固定动(后)模在注塑机上9唧嘴——浇口套10法兰——唧嘴的固定圈11顶针——顶出水口料或者制品18压块三板模的结构图1上码模板2流道板——对浇注系统分流,从产品合适的位置进胶3A板——型腔固定板4B板——型芯固定板5支架6下码模板7顶针板——固定制品推出顶针8顶针推板——推动顶针9撑头——抑制B板的变形10下模仁——成型产品的型芯11上模仁——成型产品的型腔12导套——上下模定位用13导柱——上下模定位用14垃圾钉——容出顶针推板与码模板间隙,可以容留铁屑等二板模VS三板模二板模三板模模胚简单模胚复杂产品上有大水口痕迹,或1模多腔产品上有小水口痕迹进胶位置比较受限制进胶位置比较灵活适用温度敏感型的材料适用剪切敏感型的材料注塑压力损失小注塑压力损失大模具只有一个分型面模具有两个分型面注射模设计结构分块1成型零部件2活动成型部件3浇注系统4导向部件5脱模部件6调温系统7其他功能部件每副模具都会有这样类型的功能,可以进行分块处理成型部件就是指上模的模腔与下模的模仁,上下模一合,成型部件形成的空腔决定了产品的尺寸与形状。根据产品材料的特点要选用合适的成型部件材料:防火ABS:模具材料要耐腐蚀;有精度要求的尺寸尽量放在同侧成型;产品产量决定模具材料选择。成型部件1具备足够厚度承受高压的塑料熔体;2具备足够硬度与耐磨性承受料流的摩擦与磨损;3材料抛光性能好,表面光滑美观,粗糙度要求为Ra0.4;4加工性能要好:切削性好,热处理变形小,熔焊性好,便于修模;5有些特殊的塑料要选用特殊的模具料。譬如:产品镜面要求高的:用NAK80(可进行镜面抛光)产品腐蚀性强的:用镀铬钢活动成型部件1对有侧孔与侧凹的产品:侧孔成型部件在上下模打开时先进行侧向抽出,产品方能顺利顶出脱模,这种部件业内称为行位或者称为滑块活动成型部件上模行位的具体结构如图活动成型部件1对有侧孔与侧凹的产品:在上下模打开后,在产品顶出过程中,边顶出,边抽芯的成型部件,这种部件业内称为斜顶;斜顶的运动分解为水平方向的抽芯与垂直方向的顶出,保证产品可以顺利脱模。活动成型部件的活动部位要求活动成型部件要氮化或者淬火,要耐磨,要求的表面硬度从HRC58到HRC70导向的部位要求开油槽已有利加油润滑三浇注系统定义:将熔融的塑料由注射机喷嘴引向闭合的模腔的这么一个通道,普通的流道系统包括:主流道:在模具中心的熔体入口处分流道:主流道与浇口间的通道,多型腔模具与多浇口模具一定会有分流道冷料井:主流道正对面的动模板上,或在分流道的末端浇口:连接分流道与型腔的一段细短流道,是浇注系统的关键设计原则型腔采用平衡式的布置,设置平衡的分流道-熔体在同一时间进入各个型腔的深处与角落很关键;每个型腔的浇口要力求对称-模具不会偏载;型腔排列紧凑-模具尺寸小;浇注系统容积小-减少浪费料;减少流道中的热量和压力损失:流程短;断面尺寸大,减少拐角,表面光滑主流道与分流道都要设置“冷料井”,可以捕捉“前锋冷料”三浇注系统三浇注系统前模流道系统主流道在模具中心分流道引向型腔,长的分流道末端为冷料井浇口是一段细短流道,连接型腔与分流道为什么可以设置小浇口利用了大多数塑胶的假塑性行为:即剪切速率越大,塑胶表观粘性越小,有利充模;小浇口压力损失大,对模具锁紧有利;浇口处易凝固,容易控制补料时间;浇口痕迹小,影响外观少容易提高生产效率三浇注系统导向机构注射模的导向机构主要有导柱导向和锥面定位两个类型导柱的三大功能:导向;定位;承载。导柱导向用于动、定模的开合模的导向;导柱导向用于脱模机构的运动导向(对大中型的模具);锥面定位机构用于动、定模之间的精密对中定位;导柱、导套有自己的设计原则,现在为模胚厂专业自行制作导向机构导向机构注射模的管位确保上下模的精确定位,保证成型尺寸;如图黄色部分为分型面的管位块,通过锥面的定位来定位型芯与型腔对于薄壁件,精密注塑件,大型件,深腔件,必须在动、定模之间增设锥面定位机构脱模机构设计设计原则塑件滞留于动模边防止塑件变形或损坏力求良好的塑件外观结构合理可靠调温系统调温系统调温系统调温系统调温系统调温系统
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 tutubobo1314
tutubobo1314
本文标题:塑料产品模具培训基础
链接地址:https://www.777doc.com/doc-3471855 .html