您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 3-第三章 粉末压制成形原理
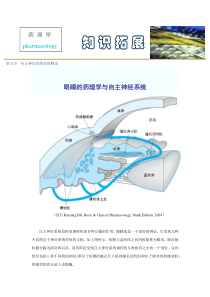
第三章粉末压制成形原理PrinciplesofPowderCompaction(Pressing)付健材料科学与工程学院E-Mail:fujian@hfut.edu.cnTEL:13965091840本章内容§3.1概述§3.2压制过程中力的分析§3.3压制压力与压坯密度的关系§3.4粉末压坯密度的分布§3.5粉末压坯的强度§3.6影响压制过程的因素2MakingPowder-MetallurgyParts3SchoolofMaterialsScienceandEngineering一、基本概念●成形(Forming)的定义:将粉末密实(densify)成具有一定形状、尺寸、孔隙度和强度的坯体(greencompacts)的工艺过程。第一节概述ConsolidationSchoolofMaterialsScienceandEngineering4●成形的重要性1)是重要性仅次于烧结的一个基本的粉末冶金工艺过程。2)比其他工序更限制和决定粉末冶金整个生产过程。a)成形方法的合理与否直接决定其能否顺利进行。b)影响随后各工序(包括辅助工序)及最终产品质量。c)影响生产的自动化、生产率和生产成本。SchoolofMaterialsScienceandEngineering5●成形方法的一般分类冷法石膏模常压冷法注浆加压冷法注浆抽真空冷法注浆等静压成形isostatic(hydrostatic)pressing粉末压制成形(钢模压制)compacting,briquetting,pressing————普通成形注浆成型法热法(热压注法):钢模粉末连续成形粉末轧制粉末挤压(可塑成形)喷射成形热成形及高能率成形——成形烧结同时进行特殊成形SchoolofMaterialsScienceandEngineering6☻按成形过程中有无压力:有压(压力)成形、无压成形☻按成形过程中粉末的温度:冷压(常温)成形、温压成形、热成形☻按成形过程的连续性:间歇成形、粉末连续成形☻按成形料的干湿程度:干粉压制、可塑成形、浆料成形●成形方法的其他分类SchoolofMaterialsScienceandEngineering7成形压模的基本结构模压成形是最重要、应用最广的成形方法!本章有关成形原理的讨论以模压成形为基础!SchoolofMaterialsScienceandEngineering8Loosepowderiscompactedanddensifiedintoashape,knownasgreencompactMostcompactingisdonewithmechanicalpressesandrigidtoolsHydraulicandpneumaticpressesarealsoused模压成形是将金属粉末或粉末混合料装入钢制压模(阴模)中,通过模冲对粉末加压,卸压后,压坯从阴模内脱出,完成成形过程。9模压成形,pressing10●模压成形的主要功用是:将粉末成形成所要求的形状;赋予压坯以精确的几何尺寸;赋予压坯所要求的孔隙度和孔隙模型;赋予压坯以适当的强度以便于搬运。SchoolofMaterialsScienceandEngineering111213模压成形PM产品实例—电动工具零件14SchoolofMaterialsScienceandEngineering模压成形PM产品实例—汽车发动机用粉末烧结钢零件15SchoolofMaterialsScienceandEngineering模压成形PM产品实例—汽车变速箱粉末烧结钢零件16SchoolofMaterialsScienceandEngineering17连杆SchoolofMaterialsScienceandEngineering二、金属粉末压制过程中发生的现象图12-4粉末压制示意图1—阴模Die2—上模冲Top(upper)punch3—下模冲Bottom(lower)punch4—粉末PowderSchoolofMaterialsScienceandEngineering18钢模压制粉末的基本过程粉末混合料称量、装模压制卸压脱模粉末压坯PowdermixWeighting,fillingCompactingcompactsSchoolofMaterialsScienceandEngineering19粉末压制过程中发生的现象1.压制后粉末体的孔隙度降低,压坯相对密度明显高于粉末体的相对密度。压制使粉末体堆积高度降低,一般压缩量超过50%2.轴向压力(正压力)施加于粉末体,粉末体在某种程度上表现出类似流体的行为,向阴模模壁施加作用力,其反作用力—侧压力产生。但是粉末体非流体,侧压力小于正压力!SchoolofMaterialsScienceandEngineering203.随粉末体密实,压坯密度增加,压坯强度也增加。压坯强度是如何形成的?4.由于粉末颗粒之间摩擦,压力传递不均匀,压坯中不同部位密度存在不均匀。压坯密度不均匀对压坯乃至产品性能有十分重要的影响。5.卸压脱模后,压坯尺寸发生膨胀—产生弹性后效弹性后效是压坯发生变形、开裂的最主要原因之一。SchoolofMaterialsScienceandEngineering21三、粉末体在压制过程中的变形(一)粉末体受压力后的变形特点(与致密材料受力变形比较)1.致密材料受力变形遵从质量不变和体积不变,粉末体压制变形仅服从质量不变。粉末体变形较致密材料复杂。2.致密材料受力变形时,仅通过固体质点本身变形,粉末体变形包括粉末颗粒的变形,还包括颗粒之间孔隙形态的改变,即颗粒发生位移。!粉末体的变形是广义变形:颗粒位移+颗粒变形SchoolofMaterialsScienceandEngineering223.致密材料变形时,各微观区域的变形规律与宏观变形规律基本一致,粉末体变形时,各颗粒的变形基本独立,不同颗粒变形程度可能存在较大差异。4.粉末体受力变形时,局部区域的实际应力远高于粉末体受到的表观应力(表观压制压力)。局部区域的高应力可能超过粉末颗粒的强度极限。5.粉末体受力压制,颗粒之间的接触面积随压制压力增大而增大,两者间存在一定的定量关系。SchoolofMaterialsScienceandEngineering23(二)粉末体在压制过程中的变形动力(变形内因)1.粉末体的多孔性粉末体中的孔隙包括:拱桥效应现象(图):粉末在松装堆集时,由于表面不规则,彼此之间有摩擦,颗粒相互搭架而形成拱桥孔拱桥效应产生的孔隙尺寸可能远大于粉末颗粒尺寸。一次孔隙(颗粒内部孔隙)二次孔隙(颗粒之间孔隙)拱桥效应产生的孔隙SchoolofMaterialsScienceandEngineering24SchoolofMaterialsScienceandEngineering25粉末体高的孔隙率使其受力后易于发生重排26SchoolofMaterialsScienceandEngineering2.粉末颗粒良好的弹塑性制粉过程中,粉末一般都经过专门处理还原、退火→消除加工硬化、表面杂质等3.粉末体较高的比表面积主要作为烧结动力,对压制也有影响。实例:几种商品粉末的比表面积(cm2/g):还原Fe粉(79%-325目):5160还原Fe粉(1%-325目):516电解Fe粉(-200目):400羰基Fe粉(7µm):3460还原W粉(0.6µm):5000SchoolofMaterialsScienceandEngineering27(三)粉末体在压制过程中的(位移)变形规律较低压力下首先发生位移,位移形式多样(a)(b)(c)(d)(e)压制时粉末位移的形式(a)颗粒接近;(b)颗粒分离;(c)颗粒相对滑动;(d)颗粒相对转动;(e)颗粒因粉碎产生移动SchoolofMaterialsScienceandEngineering28影响压制时粉末位移的因素颗粒间可用于相互填充的空间(孔隙)粉末颗粒间摩擦颗粒表面粗糙度润滑条件颗粒的显微硬度颗粒形状加压速度SchoolofMaterialsScienceandEngineering292.粉末颗粒的变形●弹性变形颗粒所受实际应力超过其弹性极限,发生弹性变形。●塑性变形颗粒所受实际应力超过其屈服极限,发生塑性变形。●脆性断裂颗粒所受实际应力超过其强度极限,发生脆性断裂。粉末的位移和变形,促使了压坯密度和强度的增高SchoolofMaterialsScienceandEngineering303.实际粉末位移变形的复杂性●粉末的位移和变形与粉末本身性能有关;不同粉末位移、变形规律不同●粉末受力后,首先发生颗粒位移,位移方式多种多样;●粉末颗粒位移至一定程度,发生颗粒变形,变形方式多样;●位移和变形不能截然分开,有重叠;位移总是伴随着变形而发生●粉末变形必然产生加工硬化●模压成形不能得到完全致密压坯SchoolofMaterialsScienceandEngineering31压制过程中粉末运动示意图a)松装粉末;b)拱桥破坏颗粒位移;c)、d)颗粒变形;e)压制成形后a)b)c)d)e)SchoolofMaterialsScienceandEngineering32四、致密化现象4.1致密化压力作用下松散状态→拱桥效应的破坏(位移→颗粒重排)+颗粒塑性变形→孔隙体积收缩→致密化影响因素:与粉末松装密度、流动性存在一定联系SchoolofMaterialsScienceandEngineering334.2弹性后效Springback反致密化现象压坯脱出模腔后尺寸胀大的现象残留内应力释放的结果影响因素弹性后效与残留应力相关压制压力粉末颗粒的弹性模量34第二节压制过程中力的分析单向压制各种力的示意图一、正压力、净压力、压力损失(压制压力的分配)●正压力:p,P(单位压制压力、总压力)●净压力(有效压力):p,,P1●压力损失:∆p,P2—克服外摩擦力,P=P1+P2∆p=p-p,SchoolofMaterialsScienceandEngineering35园柱型压模中取小立方体压坯为分析对象(径向受力均匀),假定:●阴模不发生变形●不考虑粉末体的塑性变形xyzP压坯受力示意图二、模压成形时的侧压力●定义:压制过程中由垂直压力所引起的模壁施加于压坯的侧面压力称为侧压力(一)侧压力与压制压力的关系SchoolofMaterialsScienceandEngineering推导36ppp1侧p侧—单位侧压力(MPa);p—单位压制压力(MPa);ξ=γ/(1-γ)—侧压系数;γ—泊桑比(二)侧压系数●定义:ξ=γ/(1-γ)=p侧/p:单位侧压力与单位正压力之比●影响因素☻泊松比γ—材料本性(下表)☻压制压力SchoolofMaterialsScienceandEngineering37材料WFeSnCuAuPbγ0.170.280.330.350.420.44ξ0.200.390.490.540.720.7938表不同材料的泊桑比和侧压系数SchoolofMaterialsScienceandEngineering注意几个问题:●公式计算的侧压力是平均值,沿高度不同位置侧压力不等●粉末体非流体,p侧总小于p●研究侧压力具有重要意义☻估算摩擦力、压力损失☻模具设计的需要☻解释压制过程中的一些现象SchoolofMaterialsScienceandEngineering39三、外摩擦力、压力损失(一)外摩擦力●定义:粉末颗粒与阴模(芯棒)之间的摩擦力。对比:内摩擦力—粉末颗粒之间的摩擦力●外摩擦力与压制压力的关系式中,f摩—单位外摩擦力(MPa);μ—粉末与模壁的摩擦系数。ppf侧摩SchoolofMaterialsScienceandEngineering40(二)压力损失●定义:用于克服外摩擦力而消耗的压制(正)压力。●与压制压力的关系(推导)式中,p/—模底受到的压力(N);H为压坯高度(mm);D为压坯直径(mm
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 np孤舟
np孤舟
本文标题:3-第三章 粉末压制成形原理
链接地址:https://www.777doc.com/doc-3756335 .html