您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 等离子喷涂原理与应用
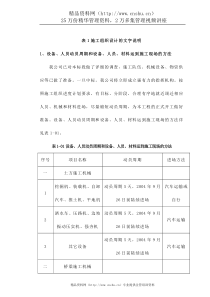
章源投资控股有限公司ZhuangYuanInvestmentHoldingCo.Ltd.等离子喷涂基础知识与实例分析主讲人:唐炜July.2,2012目录1.等离子喷涂的定义、原理和特点2.等离子喷涂与其它表面改性技术的区别3.等离子喷涂的发展史4.等离子喷涂的基材表面预处理5.等离子喷涂涂层的检测方法6.等离子喷涂设备7.等离子喷涂应用举例等离子喷涂的定义、原理和特点plasmacoating;plasmaspraying等离子喷涂等离子喷涂是一种材料表面强化和表面改性的技术,可以使基体表面具有耐磨、耐蚀、耐高温氧化、电绝缘、隔热、防辐射、减磨和密封等性能。等离子涂技术是采用由直流电驱动的等离子电弧作为热源,将陶瓷、合金、金属等材料加热到熔融或半熔融状态,并以高速喷向经过预处理的工件表面而形成附着牢固的表面层的方法。等离子喷涂的定义、原理和特点1)可喷材料及为广泛由于等离子喷涂时焰流温度高、热量集中,弧柱中心温度可升高到15000-33000℃,它能熔化一切高熔点和高硬度材料。这是其它喷涂方法所不能实现的。2)涂层致密,结合强度高(相对一火焰喷涂)因为等离子喷涂能使粉末获得较大的动能,且粉末温度又高,所以,喷涂获得的涂层致密度,一般在90%-98%之间,结合强度可达65-70MPa。3)对工作热影响小等离子喷涂时,喷涂后基体组织不发生变化,工件几乎不产生变形。4)效率高等离子喷涂时,生产效率高,采用高能等离子喷涂时,粉末的沉积速率达8Kg/h。等离子喷涂具有以下特点:等离子喷涂与其它表面改性技术的区别1.与火焰喷涂的区别等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种精密喷涂方法。它具有:①超高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。等离子体的高温足以瞬间熔化目前已知的任何材料,从而使等离子喷涂的材料更为丰富,特点是喷涂高熔点陶瓷材料,等离子喷涂具有很大优势。火焰喷涂只适合一些熔点较低的喷涂材料。等离子喷涂与其它表面改性技术的区别粉末火焰喷枪结构及喷涂原理示意图等离子喷枪结构及喷涂原理示意图等离子喷涂与其它表面改性技术的区别2.与气相沉积的区别1)根本方法不同(定义)等离子喷涂是将材料输送到高温等离子射流中,粉末颗粒在高温等离子射被瞬间加热到熔化或者半熔化状态,并以单个颗粒为单元分别凝固在零件表面形成层片状堆积涂层气相沉积是将一种或数种材料通过电阻加热、离子轰击或者电子束照射方法使其气化(化化学分解),以直接气-固沉积方式(或发生化学反应)在零件表面形成几微米的致密涂层。2)条件不同等离子喷涂可以直接在大气环境下气相沉积必须在高真空下进行等离子喷涂与其它表面改性技术的区别3)涂层组织结构与厚度不同等离子喷涂涂层的组织为层状堆积,涂层存在大量粒子间界面和气孔等缺陷。气相沉积涂层是致密的几微米厚的薄膜材料4)性能上的不同等离子喷涂在某种程度上提高了涂层的性能,气相沉积大大提高了材料的性能等离子喷涂的发发展史19世纪30年代英国的M.法拉第以及其后的J.J.汤姆孙、J.S.E.汤森德等人相继研究气体放电现象,这实际上是等离子体实验研究的起步时期。1879年英国的W.克鲁克斯采用“物质第四态”这个名词来描述气体放电管中的电离气体。美国的I.朗缪尔在1928年首先引入等离子体这个名词,等离子体物理学才正式问世。从20世纪30年代起,磁流体力学及等离子体动力论逐步形成。等离子体的速度分布函数服从福克-普朗克方程。苏联的Л.Д.朗道在1936年给出方程中由于等离子体中的粒子碰撞而造成的碰撞项的碰撞积分形式。1938年苏联的A.A.符拉索夫提出了符拉索夫方程,即弃去碰撞项的无碰撞方程。朗道碰撞积分和符拉索夫方程的提出,标志着动力论的发端。1942年瑞典的H.阿尔文指出,当理想导电流体处在磁场中,会产生沿磁力线传播的横波(即阿尔文波)。印度的S.钱德拉塞卡在1942年提出用试探粒子模型来研究弛豫过程。1946年朗道证明当朗缪尔波传播时,共振电子会吸收波的能量造成波衰减,这称为朗道阻尼。朗道的这个理论,开创了等离子体中波和粒子相互作用和微观不稳定性这些新的研究领域。等离子喷涂的发发展史从1935年延续至1952年,苏联的H.H.博戈留博夫、英国的M.玻恩等从刘维定理出发,得到了不封闭的方程组系列,名为BBGKY链。由它可导出符拉索夫方程等,这给等离子体动力论奠定了理论基础。1950年以后,因为英、美、苏等国开始大力研究受控热核反应,促使等离子体物理蓬勃发展。热核反应的概念最早出现于1929年,当时英国的阿特金森和奥地利的豪特曼斯提出设想,太阳内部轻元素的核之间的热核反应所释放的能量是太阳能的来源,这是天然的自控热核反应。1957年英国的J.D.劳孙提出受控热核反应实现能量增益的条件,即劳孙判据。热喷涂技术最早于1910年由普博士发明,当时命名:“金属喷镀”1943年美国METCO公司首次出版了《金属喷镀》手册1959年美国METCO公司第七次出版改名《火焰喷涂》手册1973年9月10—14日在英国伦敦召开第七届有关国际热喷涂会议,改名“金属喷涂”1979年9月27—10月1日在美国Florida州一著名休养地Miami城召开第八届国际热喷涂会议,就采用“热喷涂”,这一名词,这就是“热喷涂”名词的由来上世纪五十年代,在一些发达国家的军工科研机构开始研究等离子喷涂,等离子弧焰温度高、等离于喷涂颗粒飞行速度快,涂层结合强度也较高(40~80MPa),孔隙率小于5%,在军工部门得到广泛应用,在之后的几年内,等离子喷涂技术逐渐运用到民用产品。等离子喷涂的基材表面预处理基体的表面准备是热喷涂作业中非常重要的环节,涂层的结合质量直接与表面的清洁度粗糙度有关,必须根据基体材料的材质类型和表面涂层的要求、喷涂材料的特性来正确地制备表面。表面制备有两个目的,一是清洁基体表面,二是粗化表面以提高涂层和基体的粘结力。通常采用喷砂的方法可同时达到以上两个目的。喷砂,sandblasting,利用高速砂流的冲击作用清理和粗化基体表面的过程。等离子喷涂的基材表面预处理石英砂(普通石英砂,精制石英砂),硬度大,除锈效果好,理化指标如下.SiO2≥88—99.8%Fe2O3≤0.1—0.005%,耐火度1450---1800℃,外观颗粒均匀,常用粒度为1-3MM和0.1-0.3MM,纯白色。粒度范围大多在5—220目,可按用户要求粒度生产。等离子喷涂涂层的检测方法1)涂层结合力试验方法涂层的结合强度是涂层系统的重要的指标,常用的试验方法有胶接拉脱法、杯突法、弯曲、扭转法等结合力测试方法。随着测试技术的不断提高,目前各种新型试验方法不断涌现,如声发射划痕法、连续载荷压痕法、动态循环加载接触疲劳法等。2)涂层硬度测定涂层的硬度测定分为宏观硬度(洛氏表面硬度)和微观硬度(显微硬度和维氏硬度)。测定宏观硬度时,对涂层的厚度有一定的要求。显微硬度和维氏硬度可以对涂层中的基体相和硬质相进行分别测定,精确度较高,因此在热喷涂层的硬度试验中被广泛采用。等离子喷涂涂层的检测方法3)涂层界面和表面性能的试验涂层界面性能主要考虑由热冲击和涂层基体间热膨胀系数不匹配等所产生的界面应力,以及循环加载、接触疲劳等,在界面产生的剪应力会引起的界面疲劳裂纹萌生与扩展。以上两方面的因素都会加速涂层开裂和剥落。涂层表面性能则主要考核其各种功能性,如各种磨损试验、冲击试验、腐蚀和高温氧化试验等。通常这些实验后,还需对涂层的成份、结构和形貌进行金相、电镜、X—射线衍射,电子探针等方面的微观分析,最后对涂层性能进行评价。等离子喷涂涂层的检测方法4)涂层性能研究热喷涂涂层的性能和整体结构材料是很大区别的。例如,金属涂层要比同一材质的铸、锻材料硬度更高一些,因而其耐磨性更好一些。这是由于金属熔滴高速冲击基体变成薄片状时迅速自淬火,使硬度增加。涂层的强度包括界面结合强度和涂层内聚强度。涂层结合强度是熔融粒子对粗糙表面的相互作用的结合机制。其结合机理大致有三种类型:一是熔融粒子冲击凹凸不平的表面,撞成扁平状并随表面一同起伏,主要是机械结合。另一种是在撞击的过程中,出现扩散或合金化时,即属于冶金—化学结合机制。第三种结合机制是熔滴和表面结合、侵润的非常好,相互之间接近得足以产生范德华力,这种结合叫做物理结合。热喷涂层的结合强度通常是上述三种结合机制的组合。涂层的内聚强度主要是颗粒与颗粒之间,以及每一遍喷涂层和层之间的粘接强度。同样是上述的结合机理,并与喷涂工艺、喷涂材料密切相关。等离子喷涂涂层的检测方法5)涂层的残余应力热喷涂层的另一个典型特征是喷涂过程中,涂层的冷却与凝固产生的收缩在涂层∕基体界面出现残余应力,这种应力在棱角和边缘往往形成拉应力,并会在边界引起裂纹,裂纹在一定的条件下,会发生扩展最终造成涂层剥落。涂层材料的热膨胀系数和涂层的厚度对残余应力影响很大的。一般来说涂层越薄,则相应的残余应力就越小。等离子喷涂设备等离子喷涂设备主要有:整流电源、控制柜、喷枪、送粉器、循环水冷却系统、气体供给系统等,他们相互配置如下图。另外,等离子喷涂所需要的辅助设备有:空气压缩机、喷涂机械手、工作台和喷砂设备等。等离子喷涂设备1)整流电源喷涂用的整流电源是向喷枪供给电能的装置,其外特性、动特性及供电参数都应满足喷枪产生等离子弧的要求。目前采用的整流电源类型仍主要是磁放大器硅整流电源及可控硅整流电源。等离子喷涂设备2)控制柜等离子弧喷涂控制柜的主要作用是控制向等离子喷枪供应冷却水、工作气、送粉气、工作电流及调频电流,能方便地调节水、气和电参数等并加以显示。控制柜中还务有各种保护装置,保证设备正常的工作。等离子喷涂设备3)喷枪喷枪是等离子喷涂设备的核心装置。喷枪产生高温、高速等离子火焰,粉末经送粉器被送入等离子焰中经过熔化加速过程最终喷射到东奔基材表面。喷枪是形成涂层的关键设备。喷枪由阴极、喷嘴(阳极)、朝气道与气室、送粉器、水冷密封、绝缘体及枪体构成。等离子喷涂设备4)送粉器送粉器是贮存和向喷枪供给粉末的装置。送粉器的是向等离子喷枪均匀、定量地输送喷涂粉末。对送粉器的主要技术要求是送粉量准确度高、送粉量调节方便,以及对粉末粒度的适应范围广等。目前常用的是乔板式送粉器和带有小孔的转盘吹式送粉器,前者适用于固态流动性好的粉末,后者可用于固态流动性差的粉末和微细粉末。等离子喷涂设备5)水冷系统水冷系统是向喷枪供给一定压力和足够流量冷却水的装置,供水装置包括增压水泵和热交换器。等离子喷涂设备6)气体供给系统供气系统包括工作气和送粉器的供气系统,主要由气瓶、减压阀、储气筒、流量计等组成。等离子喷涂应用举例-材料选择基体材料以珠光体普通碳Q235为基体,该材料强度和韧性较好,其主要化学成分如下表:CSiMnSP0.12-0.170.130.30-0.700.0450.040粘结层材料所选用等离子喷涂Al2O3-13wt%TiO2简写为(AT13)陶瓷涂层的打底层材料为Ni-Al合金粉末,其粒度范围为140μm-260μm,化学成分如下表:NiAl7017-20Ni-Al合金粉末SEM照片等离子喷涂应用举例-材料选择陶瓷层材料喷涂材料选用的是Al2O3-13wt%TiO2陶瓷粉末,这是因为以Al2O3-TiO2为涂层时,含13wt%TiO2时,涂层的耐磨性最佳。AT13的化学成分和物理性能如下表示:样品化学成分(wt%)熔点粒度密度流动性TiO2Al2O3℃μm(g·cm3)AT1313余量184020-403.68较好AT13粉末的SEM照片等离子喷涂应用举例-涂层的制备喷涂方法在喷涂前,首先要在喷涂的基材表面采用16#刚玉进行粗化处理。将基材待喷面用3-4个大气压压缩空气在100-300mm范围内进行喷砂处理,直至试样表面无反光后停止喷砂。再用压缩空气将喷砂表面沙清除干净。喷涂时等离子弧对试样具有较大吹力,为了防止基体试样移位,将基体试样固定,试验均采用可编程控制的UP6型机器人控制喷枪进行喷涂。涂层设计及工艺参数先在Q235基体上喷涂粘结
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 1386414
1386414
本文标题:等离子喷涂原理与应用
链接地址:https://www.777doc.com/doc-4001606 .html