您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 当前主流厌氧反应器的比较
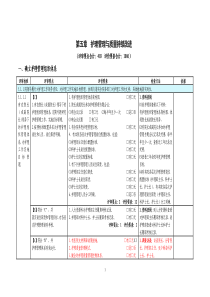
主流厌氧反应器的优缺点比较名称优点缺点适用范围1.UASB—上流式厌氧污泥床(UpflowAnaerobicSludgeBlanket)1.有机负荷高,处理效果好;在中温发酵条件下,一般可达10kgCOD/(m3·d)左右,废水在反应器内的水力停留时间较短,因此所需池容大大缩小;2.污泥颗粒化后增强了反应器对不利条件的抗性;3.不需搅拌和回流污泥的设备,节省投资和能耗;4.三相分离器的设置避免了附设沉淀分离装置和辅助脱气装置等,简化了工艺,节省运行费用;5.反应器内无需投加填料和载体,提高了容积利用率,避免了堵塞。1.驯化颗粒污泥的时间较长,依靠反应器内增殖积累厌氧污泥甚至需1-2年,因此启动运行时间较长;2.污泥床内有短流现象发生,最大可达70%-80%,影响设备的处理能力;3.对水质和负荷较敏感,缓冲能力小,要求进水和负荷要相对稳定,管理要求更高。4.UASB反应器对去除废水中的氮和磷效果很小,因此后续还需要增加除氮、除磷的处理工艺;5.不适用于进水SS较高的处理废水适用于高浓度有机废水的处理:1、食品加工、酿造、制糖、淀粉、味精废液等有机污水;2、制革、皮毛、加工等废水;3、造纸、制浆废水;4、屠宰、羊毛加工污水;5、制药污水等。2.EGSB—厌氧膨胀颗粒床反应器(ExpandedGranularSludgeBed)1、具有很高的容积负荷和高径比;2、节省基建投资和占地面积;3、没有运动部件操作简单,节省能耗;4、抗冲击负荷能力强,具有缓冲pH值的能力;5、出水稳定性好如今EGSB反应器已被广泛应用与淀粉、酒精、啤酒等行业,处理效果良好。主要用于高浓度有机废水处理,SS含量较高或者是对微生物有毒性的废水处理。3.CSTR—完全混合式厌氧反应器(连续搅拌反应器)(CompletelyMixedAnaerobicReaction)4.IC—内循环厌氧反应器(InetrnalCirculation)5.ABR—厌氧折流板反应器(AnaerobicBaffledReactor)6.AF—厌氧生物滤池(AnaerobicBio-Filter)1.处理能力较高;2.滤池内可以保持较高的微生物浓度;3.不需要额外的泥水分离设备;4.出水的SS较低;5.设备简单,操作比较方便。1.滤料费用较贵;2.滤料容易堵塞,尤其是下部,时间长了之后,生物膜会变的很厚,增加了滤料与废液之间的阻力。而且堵塞之后,没有简单且有效的清洗方法;3.悬浮固体高的污水不适用此法;4.启动时间较长7.UBF—复合式厌氧流化床(UpflowBlanketFilter)1.有比较大的比表面积供微生物附着和生长;2.有机物容积负荷较高,水力停留时间短,耐冲击能力较强,运行稳定,载体不易堵塞;3.长时间的停运后可以更快的启动;4.内部的高浓度微生物可以保证运行的稳定进行1.使污泥颗粒的膨胀或流态化运动需要较高的能源消耗和维护费用;2.载体可能被冲出反应器,损坏水泵或者其他设备;3.回收载体需要花费很多的费用;4.不能适用于含固量较高的的处理废水;8.AC—厌氧接触工艺(Anaerobic-ContactOxidationProcess)1.由于污泥回流,厌氧反应器内能够维持较高的污泥浓度,大大降低了水力停留时间;2.反应器具有一定的耐冲击(缓冲)负荷能力;3.能够有效的降低出水的固体物质的含量;4.操作比较简单。从厌氧反应器排出的混合液中的污泥由于附着大量的气泡,在沉淀池中易于上浮到水面而被出水带走。此外进入沉淀池的污泥仍有产甲烷菌的活动,并产生沼气,使已经沉淀的污泥上翻,导致固液分离效果不佳,回流污泥浓度因此降低,影响到反应器内污泥浓度的提高(设置脱气器。去除产生的沼气)。适用于悬浮固体含量较高的有机污水(如肉类加工污水)效果较好。9.USR—升流式厌氧固体反应器(UpflowSolidReactor)10.化粪池11.分段厌氧处理法
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 月挂戈壁滩
月挂戈壁滩
本文标题:当前主流厌氧反应器的比较
链接地址:https://www.777doc.com/doc-4218990 .html