您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 运用QC方法解决PV4534串扰问题(XXXX年)
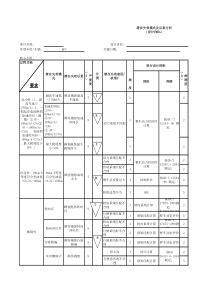
运用QC方法解决PV4534用户串扰问题磁芯厂工艺技术QC小组2010年12月25日2运用QC方法解决PV4534用户串扰问题一:公司简介陕西金山电器有限公司是我国开发最早、规模最大、品种最全、技术水平处于国内领先的铁氧体彩偏磁芯生产科研基地,其主要设备、仪器由德国、日本、丹麦和美国引进。磁芯厂是公司唯一生产彩偏磁芯的分厂,所生产的偏转磁芯是电视机、显示器用偏转线圈的主要元件,它能有效地增强显像管枪颈内的磁场强度,提高偏转灵敏度,并能有效防止外界磁场对偏转磁场的干扰及偏转磁场向外界扩散。公司已顺利通过ISO9002和ISO14000认证。二:小组概况我们工艺技术组主要负责分厂的技术质量、工艺控制、工艺改进、新品开发等工作。近两年,彩偏磁芯的生产与工艺控制水平已经达到国内较高水平,合格率得到明显提高,但随着产品的更新换代,用户对彩偏磁芯的各项性能指标也要求越来越高。在提高合格率的同时,如何提高彩偏磁芯的一致性及用户适用性成为我们研究的课题。现将小组成员介绍如下:(见表一)表一小组概况小组名称磁心厂工艺技术QC小组小组类型攻关型注册时间2008年1月活动时间2010.2—2010.11课题名称运用QC方法解决PV4534用户串扰问题序号姓名性别文化程度职务或职称组内分工1荆小平男大专工程师组长2陈利宁男大专工程师组员3李岐昌男大专工程师组员4李小鹏男大专工程师组员5梁明霞女大专助理工程师组员6杨雪玲女本科助理工程师组员7王娟女大专技术员组员3三:选题理由1、PV4534产品的串扰问题造成好几家客户同时退货,严重影响了公司的声誉,因此解决PV4534产品的串扰问题迫在眉睫;2、PV4534产品生产量大,产值高,该产品的大批量退货,严重影响了分厂能否完成集团公司考核指标。3.集团公司提出在提高合格率的前提下进一步满足客户的适用性,从而保证发货量,扩大市场占有额。四:现状调查:从2010年2月开始,我们不断接到咸阳偏转、福州FJE、马来西亚马高林等用户投诉。从各个厂家反馈的信息得知,由于串扰问题给客户带来的不良率在4—5%之间,而用户使用飞金的PV4534磁芯后不良率基本稳定在2%以下,这就说明我们的磁芯与飞金还是有一定的差距。五:确定目标及可行性分析1.目标值:通过开展QC活动解决磁芯在用户使用过程中的串扰,满足用户使用,使不良率由现在的5%降低到2%以下。2.可行性分析:(1)生产潜力:不良率占用户的5%左右,所以还有90%多的良品,这说明串扰问题可以解决;(2)设备保障:我们有13台从德国、日本进口的全自动压机,而且运行状态良好;(3)领导重视:集团公司领导的关注和分厂领导的重视,使我们对解决PV4534的串扰问题信心百倍。(4)成员素质:磁芯厂有生产偏转磁芯近20年的经验,有一批技术精良业务熟练的技术队伍,曾多次运用QC方法解决了生产过程中的一系列疑难问题,所以对解决PV4534在用户使用过程中的串扰问题胸有成竹。4六:要因确定(一)原因分析接到用户投诉后我们积极组织有关人员进行分析,并对几个大的DY生产厂家咸阳偏转、福州FJE、中山新艺等有关技术人员进行了走访和邮件交流,通过沟通了解到:该产品原为三星电子生产,现在由于三星电子生产量的缩减,生产的DY供应主要厂家为中华映管,他们在给三星电子生产时该厂家对温升要求很高,但对串扰指标不做要求,而中华映管对温升要求不高,而对串扰指标要求严格。串扰定义:两条信号线的耦合、信号线之间的互感和互容引起线上的噪声,反映在DY上主要是由于绕线角度的不同导致其差异。我们在客户处通过对串扰不良品解体后重新绕制发现,在所有参数不变的情况下每次的串扰措施值不同,具体见表二:表二串扰数据对比表(要求值≤15mV)单位:mV编号12345第1次118.5152030第2次186171810第3次722141015通过以上数据可以看出,同一对磁芯使用同一水平线圈每次绕制后串扰存在一定差异,这就说明每次绕线角度发生偏差导致串扰指标偏差。对此,我们对这些串扰不良磁芯和串扰合格的磁芯进行尺寸、性能测试,未发现异常,都符合用户要求,在做不平度测试时,发现串扰不良的产品不平度都超过0.20mm,串扰合格的产品不平度都在0.15mm一下,因此,我们认为通过解决产品不平度有助于改善产品的串扰问题。通过以上的分析,我们对用户使用过程中串扰问题出现的主要原因进行分析,并制定了因果图(见图一)5图一(二)要因确定我们QC小组成员对因果图中的7个末端因素进行反复论证,通过对产品模具尺寸的进一步分析,不同产品平行度的测量、模具装配及颗粒料质量进行了实验对比分析后,排除了操作工责任心不强、颗粒料流动性差、各工序操作技能差及环境等因素,最后确定了影响磁芯串扰的几项主要因素为:(1)模具装配不当1.由于人员流动大,现有的部分模具钳工都没有经过专业培训,是师傅带徒弟带出来的,所以在模具装配上存在差异;2.由于部分模具钳工为追求工作效率在模具装配过程中没有严格按要求操作,造成模具装配间隙偏差,这样就导致定位台不在同一平面内,从而造成产品的定位台不平度超差。产品不平度发生偏差在绕线时其定位发生偏差导致绕线角度发生偏差,最终串扰值不同。(2)模具设计不合理PV4534在最初的设计生产时该产品小口有3mm直边,用于产品在绕线时的夹持,但是由于三星电子对温升要求较严格,所以要求所有偏转磁芯生产厂机环平行度无工艺控制标准模具装配不当责任心不强模具设计不合理噪音大工序操作工技能差人料法颗粒料的流动性差平行度无工艺控制标准模具装配不当责任心不强模具设计不合理噪音大工序操作工技能差人料法颗粒料的流动性差平行度无工艺控制标准模具装配不当责任心不强模具设计不合理噪音大工序操作工技能差人料法颗粒料的流动性差6家在原产品重量的基础上增加30g重量,在模具不变的情况下增加产品重量主要靠增加其大口直边尺寸,从而影响其小口直边部分,导致目前PV4534的小口几乎无直边,部分在绕线夹持时为线接触而不是传统的面接触。这样每次的夹持部分会发生部分变化。导致绕线角度发生偏差,最终串扰发生偏差。(3)平行度无工艺控制标准由于以前所有厂家对串扰指标均无很高要求,所以对不平度在原有的工艺文件中该项指标没有明确规定,随着市场及用户要求的不断提高,该项指标应在成型检验项目中明确控制要求。七:制定对策针对以上确定的3个主要原因,QC小组制定了以下对策,(见表三)表三对策表序号主要原因对策目标措施负责人完成日期1模具装配不当1.加强模钳操作技能;2.加大对不平度的抽检;杜绝由于模具安装过程中造成的平行度超差。1.对模具钳工进行统一的模具装配知识培训;2.规定流动检验加大抽测不平度,同时要求品保组随时对压制的毛坯不平度进行检查,3.QC小组成员坚持巡回检查。杨雪玲陈利宁梁明霞2010年5月上旬2模具设计不合理设计符合用户要求的模具保证磁芯在绕线过程中小口有一定的夹持部位,夹持部位由线接触更改为面接触。根据该磁芯的特点重新设计外下凸模。荆小平2010年5月中旬3平行度无工艺控制标准将不平度要求纳入工艺文件中将毛坯不平度控制在≤0.15mm范围以内。1.重新修改工艺文件,增加不平度的要求。2.组织流动检验学习新工艺文件的要求。李岐昌王娟2010年5月7八:对策实施实施一:模具装配不当1.2010年5月上旬首先对所有模具钳工进行模具装配知识培训,统一模具装配方法;2.要求流动检验加大毛坯不平度的抽检,将以前每次接班时抽查一次毛坯不平度改为每2小时进行抽检一次;3.要求品保组成员坚持每天进行不定期检查,发现有不平度超差批次及时隔离回收,并对责任人做相应经济处罚。4.制定出一套合理的预防和考核办法。现在我们已经制定出一套合理的考核办法,并由组长荆小平每人进行质量核对,记录每月不行度超差毛坯月底进行考核与月工资进行挂钩。实施二:模具设计不合理5月中旬,针对模具的更改技术员及时联系工模具公司在不影响用户使用情况下进行合理的更改:更改部分在小口直边部分增加3mm的直面以确保磁芯绕线时夹持为面接触,避免线接触导致夹持不牢固,受外力影响后发生角度偏移。更改后产品截面积减小导致产品重量会减少,为保证产品重量我们对不影响绕线的外曲面增加0.60mm,以保证重量一致性。具体更改见图二:图二8实施三:平行度无工艺控制标准针对工艺文件中无不平度标准要求,技术组及时结合本厂的实际生产情况和用户使用的要求,在工艺文件中增加不平度的要求,现不平度要求为≤0.15mm,以指导以后的生产有据可查,同时确保以后生产的产品在用户绕线过程不出现绕线角度偏差。九:效果验证我们QC小组对活动前后2010年2-11份PV4534在用户使用过程中串扰不良率统计如下表(见表四),并且绘制了柱状对比图(见图三)。表四2010年2-11份PV4534串扰不良率统计表月份234567891011不良率4.85%4.92%5.03%3.74%2.18%1.78%1.82%1.64%1.54%1.46%活动前和活动后月串扰不良对比2-11月份串扰不良率统计对比图4.85%4.92%5.03%3.74%2.18%1.78%1.82%1.64%1.54%1.46%2.00%0.00%1.00%2.00%3.00%4.00%5.00%6.00%月份23456目标值78910月份串扰不良率图三从以上图表可以看出,从2月—5月之间其串扰不良率明显较高,从6月开始逐渐降低到用户认可范围内,到7月份以后都达到我们的目标值。9十:经济效益我们QC小组对活动前后2-11份PV4534生产量做了统计(见表五),并且绘制了柱状图(如图四)。表五2-11份PV4534生产量统计表月份234567891011数量12320813087945348130321158303112696195180183752125744999912-11月份每月产量统计表1232081308794534813032115830311269619518018375212574499991050000100000150000200000250000234567891011月份产量(只)图四从以上图表可以看出,从2月份出现问题到4月份产量明显下降,通过我们QC小组活动的开展从5月开始产量逐渐恢复,11月份是由于市场原因导致产量再次下降。本次QC活动,提高了我公司产品的内在品质、在CRT市场明显下滑的情况下,基本保证了发货数量,并产生了可观的经济效益,其计算方法如下:(按平均每月多发货3万只计算,单只产品按4.3元计算,从5月份开始计算,总共7个月)产生的经济效益计算如下:30000×4.3×7=90.3万元10十一:巩固措施1.将毛坯不平度的检验标准编入通用工艺文件中;2.加强流动检验的检查力度,改变过去每班接班时检查为每2小时检查一次。3.对模具钳工制定严格的考核办法,加大考核力度,避免由于模具装配造成的批量性废品;本次活动,提高我公司产品的内在品质,扩大了市场占有份额,收效良好。同时也增强了小组参与质量管理意识。由于我们初次开展技术攻关型的课题,目标低。对此,分厂领导提出更高的目标,我们QC小组将在下一个PDCA循环中,实现新的突破,为分厂创造更大的经济效益。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 lingkingpark025
lingkingpark025
本文标题:运用QC方法解决PV4534串扰问题(XXXX年)
链接地址:https://www.777doc.com/doc-422879 .html