您好,欢迎访问三七文档
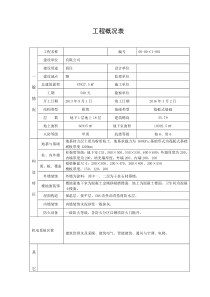
注册登记机构监检机构代码建设单位使用单位代码安全管理部门安全管理人员设计单位设计单位代码安装单位安装单位代码地址电话现场施工负责人现场技术负责人质量安全检查员材料保管员焊工管道名称管道类别:管道注册代码201213ZDSJ1115-20160102030405060708质量证明书编号工程编号起交工单元编号止管道名称或编号管道起点管道级别设计压力(MPa)设计温度(0C)工作压力(MPa)CCA0101综合站房GC30.80常温0.6CCA0102综合站房GC30.80常温0.6CCA0103骏铃总装车间GC30.80常温0.6DO0101车间供油站GC20.80常温0.6工程名称72小时试运行管道止点涂装车间骏铃调试大棚帅铃总装车间底盘检测车间ZDSJ2017-09-10ZDSJ2016-11-15ZDSJ-GD-2016-11-15合同签订日期2012年5月4日合同号工业管道单线图号压缩空气、油管道设计图号1160.14A5DL3A一、工程基本情况建设单位安徽江淮汽车股份有限公司李雨晴河北省石家庄市合作路285号18931185288底军霞中国电子系统工程第四建设有限公司特种设备安装许可证编号:中国汽车工业工程有限公司压力管道设计许可证编号:安徽江淮汽车股份有限公司生产部马彬压力管道安装基本情况登记表一、参加单位基本情况安徽省特种设备监督检验中心/DO0102DO0101GC20.80常温0.6GO0101车间供油站GC20.80常温0.6GO0102DO0101GC20.80常温0.6底盘车间底盘检测车间底盘车间监理单位代码检测单位地址邮政编码电话地址邮政编码代表人传真邮箱联系电话身份证号码联系电话身份证号码联系电话身份证号码联系电话身份证号码联系电话身份证号码环境温度介质温度工作温度(0C)输送介质管道材质管道规格管道长度(m)铺设方式焊口数量检测方法/比例(%)耐压试验介质强度试验压力(MPa)常温压缩空气20φ273*744架空9道/空气0.92常温压缩空气20φ325*820架空5道/空气0.92常温压缩空气20φ325*890架空16道/空气0.92常温柴油06Cr19Ni10φ57*4170架空27道射线检测10%空气0.92压力试验22℃25℃压力试验时间:/管子加工检查:2012年5月4日焊口检测日期:实际开工日期:合同签订地点安徽省合肥市现场材料进场日期计划开工日期:2016年11月15日1160.14A5DL3A一、工程基本情况建设单位名称分部分项安徽江淮汽车股份有限公司外网压缩空气及油管道安装工程李雨晴18931185288底军霞特种设备安装许可证编号:TS3813289-2018表格页眉名称中国电子系统工程第四建设有限公司压力管道设计许可证编号:TS1810213-2020合肥市莲花路与深圳路交口/马彬13955187905压力管道安装基本情况登记表一、参加单位基本情况///安徽皖华建设工程检测有限公司常温柴油06Cr19Ni10φ57*450架空6道射线检测10%空气0.92常温汽油06Cr19Ni10φ57*4170架空27道射线检测10%空气0.92常温汽油06Cr19Ni10φ57*450架空6道射线检测10%空气0.92代码/电话邮政编码//泄漏试验压力(MPa)吹洗方法防腐方式标识保温(绝热)方式/空气镀锌///空气镀锌///空气镀锌//0.8空气////22℃保温外保护层:25℃保温材料:资料验收时间:/焊缝检查日期:管道安装检查:材料检验日期:竣工验收日期:2016年11月15日计划竣工日期:一、工程基本情况分部分项230022//13955187905压力管道安装基本情况登记表一、参加单位基本情况安徽皖华建设工程检测有限公司0.8空气///0.8空气///0.8空气///工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透1CCA0101-1TS6JHFEA0459管状对接氩电联焊φ273*720V型1.5无无平滑过渡无无无无无无/合格2CCA0101-2TS6JHFEA0459管状对接氩电联焊φ273*720V型1.3无无平滑过渡无无无无无无/合格3CCA0101-3TS6JHFEA0459管状对接氩电联焊φ273*720V型1.40.15平滑过渡无无无无无无/合格4CCA0101-4TS6JHFEA0459管状对接氩电联焊φ273*720V型1.40.15平滑过渡无无无无无无/合格5CCA0101-5TS6JHFEA0459管状对接氩电联焊φ273*720V型1.40.15平滑过渡无无无无无无/合格6CCA0101-6TS6JHFEA0459管状对接氩电联焊φ273*720V型1.2无无平滑过渡无无无无无无/合格材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006979899100101工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006102103104105106107108109110111112113114115116117118工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006119120121122123124125126127128129130131132133134135CCA0104-41TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006136CCA0104-42TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格137CCA0104-43TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格138CCA0104-44TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格139CCA0104-45TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格140CCA0104-46TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格141CCA0104-47TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格142CCA0104-48TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格143CCA0104-49TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格144CCA0104-50TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格145CCA0104-51TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格146CCA0104-52TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格147CCA0104-53TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格148CCA0104-54TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格149CCA0104-55TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格150CCA0104-56TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格151CCA0104-57TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格152CCA0104-58TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格工程名称:焊接管道位置项目方法余高(mm)咬边深度(mm)咬边总长(mm)过渡形式裂纹夹渣气孔弧坑未融合未焊透材质坡口型式无损检测检查结果检验员检查内容外观检查检查比例射线检测10%焊接形式焊缝表面外观检查内容序号焊口编号焊工证号规格型号XXXXXX公司焊接检查记录建设单位:检查项目检查位置检查日期安装随检验收标准GB20801-2006153CCA0104-59TS6JHFEA0459管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格154CCA0104-60HK0860管状对接氩电联焊φ325*820V型1.2无无平滑过渡无无无无无无/合格155CCA0104-61HK0860管状对接氩电联焊φ325*8
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 redmoon1116
redmoon1116
本文标题:管道焊接检查记录
链接地址:https://www.777doc.com/doc-4648981 .html