您好,欢迎访问三七文档
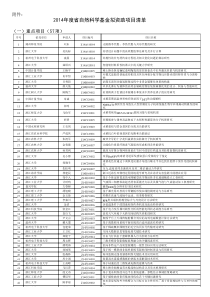
H-SMT-001第01页共3页版本002深圳市和为顺网络技术有限公司通用锡膏印刷发行日期2010.10.20部门执行人序号ME组技术员1ME组技术员2ME组/生产组技术员/助拉3生产组操作员456789生产部助拉101112生产部作业员13生产部作业员14生产部作业员15生产部/物料组作业员/物料员16文件编号页次产品型号制程NA锡膏/红胶管理标签NANANANASMT作业指导书图示说明/备注参考文件/表单NANA《SMT钢网使用对照表》适用于和为顺网络技术有限公司SMT车间的印刷作业岗位。三:权限1.设备部制订此作业规范;手动搅动时间4~6分钟,80~100次,机器搅拌设置为4分钟,搅拌锡膏质量判定方法:锡膏可从搅拌铲上自然的滑落。锡量要求,直径10~15mm(参考基准:男生大姆指般粗细)(如图2)。少量多次添加原则,印刷区域外的锡膏(刮刀旁)要及时回填到刮刀下(如图3)。连续生产日不允许有回收现象,开封后的锡膏以统一消耗完为原则。根据生产计划和制令单要求提前安排锡膏解冻,解冻时间不低于四小时。根据锡膏的编号、锡膏的解冻时间,先进先出。4.锡膏领用3.锡膏解冻,发放根据产品机型选择相对应的锡膏(BGA产品用4.0锡膏,非BGA产品用3.0锡膏,3G网卡用千柱锡膏)回收时应再次进行手工搅拌,均匀后摊平密封放进冰柜中,正确填写锡膏/红胶管理标签。刮刀各螺母锁紧,刮刀平稳无较大角度倾斜。PCB板固定良好,平整,印刷参数正确设定。钢网的产品型号、版本号是否正确。2.刮刀选择ME组技术员刮刀钢片无严重的破损,变形。四:作业内容要点管理清洗液,擦网纸用量是否需要添加或更换。主流程内容一:目的制定锡膏印刷工位作业标准,规范作业方法,保证锡膏印刷质量。二:范围2.生产部作业人员执行此作业规范;3.品质部IPQC监督确认生产部作业人员的执行及效果.1.作业前检查,确认根据产品规格选择合适刮刀型号。程序名的正确性NANA物料组物料员锡膏/红胶管理标签NA《锡膏/红胶储存与使用管理办法》生产部作业员NA使用铲刀沿同一方向匀速,均匀搅动(如图1)5.搅拌6.添加7.回收与再使用印刷区域外的锡膏要及时回填到刮刀下图3沿同一方向匀图1图2生产部作业员17生产部/物料组作业员/物料员18生产部/物料组作业员/物料员19生产部作业员/IPQC20生产部作业员21生产部作业员22生产部作业员23生产部作业员24品质部IPQC25生产部作业员26生产部作业员27ME组/生产组技术员/操作员28品质部IPQC29生产部作业员30生产部/品质部作业员/IPQC31生产部/物料组作业员/物料员32生产部作业员33生产部/物料组作业员/物料员34OSP表面处理工艺的PCB,不允许在印刷前批量性拆包装。一次性只能最多拆2包。拆包后未生产的PCB必需包装好退物料房。受潮情况下的烘烤,规定80℃,2小时。需特殊处理的五款产品:S105,S108,D820B,TEH1600,TEH2400对PCB进行投入前检查,包括但不限于如下项目:PCBDatecode(日期)是否相同,周期是否超过6个月,PCB是否受潮,PCB版本,是否是同一供应商,是否是相同的表面处理工艺,是否出现曲翘,变形及曲翘是否在可接受标准范围内(PCB对角长度的0.7%)。NA1.出现1例则立即反馈当班助拉,技术员或工程师处理。2.检查频度为每包抽一片全检。NA对带有板屑,毛边的PCB在投入前使用风枪将表面吹干净后再下线。只允许生产完一包---二包后再拆另一包。NANA正常情况下不进行烘烤。NA对首件5-10片PCB的印刷质量进行目视检查,如发现印刷不良品,及时调试。优先发放和使用回收后的锡膏。使用牙刷沿IC网孔开孔方向垂直刷洗,然后使用钢网纸进行擦拭,最后用风枪吹干(如图6)。二次使用仍未消耗完的锡膏报废处理。回收后的锡膏不能与未使用的锡膏混装。清洗中首先用刀具将锡膏沿同一方向刮下,再用钢网纸擦拭干净后再用酒精清洗,确认OK后,用风枪将板吹干交IPQC检查,然后第一时间对其进行生产。8.印刷不良品的处理清洗后重点检查PCB两面都不可以有锡膏残留,PCB所有通孔不可以有锡膏残留(堵孔)已经完成一面贴片的双面板,特别对带有BGA类细间距的产品,应将锡膏面向下刷洗,然后用风枪先从元件面吹干,然后再擦拭锡膏面。已贴元器件的产品,首先对贵重物料进行收集后,统一在清洗容器中刷洗→风干→交中检员工.PCB清洗方法同上.“钢网制作、验收、管理、使用规范”,“钢网清洗记录表”NA根据产品要求,自动清洗钢网次数设置为1-4次,手动清洗次数50PCS,每隔4小时对钢网彻底清洗一次。金手指产品统一规定为人工清洗清洗OK的PCB经过IPQC确认OK后方可下线生产NANA对有金手指的产品清洗时,要使用高温胶纸贴封(两边两面)金手指后进行清洗,避免金手指沾锡(图5)NANAPCB清洗作业规范NANAOSP板子印刷不良品或贴装不良品需清洗的,要在第一时间完成,第一时间下线。供应商推荐标准12.OSP板追加管控点NAIPQC进行机器贴片前3-5片对印刷的PCB确认检查,OK后方可允许下线批量生产7.回收与再使用9.钢网的清洁10.首件确认11.PCB板管控图6用牙刷沿器件开口方向垂直刷洗。双面板清洗时,已完成元件贴片的一面向上用牙刷在底部刷洗图4图5生产部/品质部/ME组所有人员35品质部IPQC36品质部IPQC37品质部IPQC38生产部/品质部作业员/IPQC39生产部/品质部作业员/IPQC40序号用量备注序号用量11NA22NA33NA44NA序号用量备注序号用量1111212131314141515161版本日期修订内容0022010.10.20上线后的产品要进行首件检查5片对印刷的产品进行首件厚度测试及每2小时抽测检查项目:BGA,QFP/SOP/,0402,0805,1206,至少5个顶目以上栓查标准和记录,见《锡膏厚度检测记录表》印刷品质检验记录表五:安全规范操作员需进行设备基本操作技能的培训,考核合格后方可上岗作业。所有接触PCB的环节必须戴手指套或手套。铲刀手套/手指套备注规格个对/个张辅助治工具钢网通用通用锡膏红胶NANA每1小时抽查印刷产品的印刷质量,并记录报表马泽立2010.10.20评审(ME组→生产组→物料个牙刷防静电手腕带个批准制定规格通用擦网纸洗板水通用备注NA辅料名称锡膏厚度检测记录表物料规格NANA规格/型号通用通用层叠式上板机设备名称德森全自动印刷机通用半自动印刷机13.印刷产品品质判定标准图解见《锡膏印刷品质检验标准》物料编号锡膏厚度检测仪通用烘烤箱通用冰箱通用14.锡膏印刷厚度检测标准15.印刷品质检查时机IEPE图一图二图三PCBA沿箭头方向过炉H-SMT-001第01页共2页版本002深圳市和为顺网络技术有限公司通用锡膏印刷品质检验标准发行日期2010.10.20○ 标准的(錫膏与焊垫一致;錫膏95%覆盖与焊墊上)○ 可允收的(錫膏多出焊墊之长、寬15%以內;錫膏85%覆盖于焊垫上○ 不可允收的(錫膏多出焊垫之长、寬15%以上;錫膏覆盖与焊垫面少于85%)三、短路○.标准的(錫膏与焊垫一致;錫膏未塌陷与扩散,且条形状清楚,无锡溢出)○.不可允收的(明显的锡膏塌陷,且相临焊盘引脚之间明显连锡)四、少锡○.标准的(錫膏与焊垫一致;錫膏未塌陷与扩散,且圆形状清楚,成形好)○.可允收的(錫膏与焊垫一致;錫膏85%覆盖与焊墊上)BGABGABGA五、漏印○.标准的(錫膏与焊垫一致;錫膏未塌陷与扩散,且圆形状清楚,成形好)○ 不可允收的(焊垫上完全没有锡膏)六、金手指上锡○.标准的(金手指焊垫上光滑,清洁,无污点)○ 不可允收的(焊垫上有锡无论面积大小)文件编号页次产品型号制程○ 不可允收的(錫膏覆盖与焊垫面少于85%)一、 偏位:内容SMT作业指导书二、 錫膏塌陷、扩散:○.标准的(錫膏与焊垫一致;錫膏未塌陷与扩散)○.可允收的(塌陷与扩散的面积不超過焊垫周围的10%;塌陷与扩散在兩焊垫间距离大于25%)○.不可允收的(塌陷与扩散的面积超过焊垫周围的10%;塌陷与扩散在兩焊垫间距离小于25%)IEPE图一图二图三PCBA沿箭头方向过炉印刷区域外的图3沿同一图1图2图6用牙刷沿器双面板清洗时,已完成元用牙刷在图4○ 标准的(錫膏与焊垫一致;錫膏95%覆盖与焊墊上)○ 可允收的(錫膏多出焊墊之长、寬15%以內;錫膏85%覆盖于焊垫上○ 不可允收的(錫膏多出焊垫之长、寬15%以上;錫膏覆盖与焊垫面少于85%)位号厚度位号厚度位号厚度位号厚度位号厚度12121212121214:00~15:001212121212121221:00~22:001212121212121204:00~05:00121212121、每小时进行对锡膏厚度进行抽检确认,每次抽检数量不低于2大片2、印刷质量不稳定或设备及工具异常时,则加大抽验频率和数量3、IPQC进行检查和记录4、对印刷质量异常的立即知会ME技术员进行分析原因调试5、锡膏厚度检测范围:钢网厚度+0.03~0.05=实测值6、检测项目:BGA,QFP/SOP/,0402,0805,1206,至少5个顶目以上元件212223241516171819209101112131434567806:00~07:0007:00~08:0023:00~24:0000:00~01:0001:00~02:0002:00~03:0003:00~04:0005:00~06:0016:00~17:0017:00~18:0018:00~19:0019:00~20:0020:00~21:0022:00~23:0009:00~10:0010:00~11:0011:00~12:0012:00~13:0013:00~14:0015:00~16:00备注:实测值1实测值2实测值3实测值4实测值508:00~09:00生产线:深圳市吉祥腾达科技有限公司Tenda锡膏厚度检测记录表IPQC备注时间检测数量产品面别序号日期班别产品名称12连锡少锡偏位漏印锡尖锡厚其它108:00~09:00209:00~10:00310:00~11:00411:00~12:00512:00~13:00613:00~14:00714:00~15:00815:00~16:00916:00~17:001017:00~18:001118:00~19:001219:00~20:001320:00~21:001421:00~22:001522:00~23:001623:00~24:001700:00~01:001801:00~02:001902:00~03:002003:00~04:002104:00~05:002205:00~06:002306:00~07:002407:00~08:001、印刷员每小时对印刷品质进行抽检确认,每次抽检数量不低于5大片2、印刷质量不稳定或设备及工具异常时,则加大抽验频率和数量,特殊情况下不排除作业员进行全检作业3、作业员进行检查和记录,IPQC和ME技术员进行确认4、对印刷质量异常的立即知会ME技术员进行分析原因调试。5、IPQC组长每天要对每条线的产品进行抽样检查,不低于5大片IPQC组长:生产拉长:ME组长:IPQC确认ME确认备注深圳市吉祥腾达科技有限公司Tenda印刷品质检验记录表序号检验结果日期班别产品名称检验数量产品面别备注:时间生产线:印刷员:序号内容序号内容1锡膏/红胶量是否适中1锡膏/红胶量是否适中2钢网刮刀两边锡膏/红胶是否及时回收到印刷区或2钢网刮刀两边锡膏/红胶是否及时回收到印刷区或3锡膏/红胶标示是否及时填定和正确3锡膏/红胶标示是否及时填定和正确4锡膏/红胶是否为要求使用的类型4锡膏/红胶是否为要求使用的类型5印刷不良品是否放在静电条板上,不可堆叠5印刷不良品是否放在静电条板上,不可堆叠6PCB不良清洗方法是否正确6PCB不良清洗方法是否正确7是否有每4H做钢网清洗7是否有每4H做钢网清洗8PCB上线前是否有处理干净8PCB上线前是否
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 sonicrxx
sonicrxx
本文标题:锡膏印刷作业指导书
链接地址:https://www.777doc.com/doc-4683823 .html