您好,欢迎访问三七文档
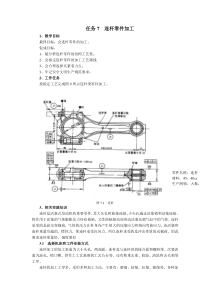
1现代冶金理论与新工艺Tel:13855596536E-mail:clz1997@163.comQQ:27713154常立忠2主要内容电渣冶金真空冶金等离子冶金感应炉真空感应炉真空自耗炉真空电子束现代电弧炉冶金新技术典型钢种冶炼轴承钢冶炼超低氧控制弹簧钢冶炼夹杂物塑性化氧化物冶金铁素体不锈钢凝固组织均质化大型钢锭制造3电渣冶金电渣冶金第一章电渣冶金原理1基本原理1.1基本过程电渣重熔是把用一般冶炼方法制成的钢(通常是电炉钢、转炉钢)进行再精炼的工艺。电渣重熔钢的原料是自耗电极,自耗电极可以是铸造的、锻造的或用切头切尾焊成的,在重熔过程中电极被通过电流的渣池加热并逐渐熔化掉,所以叫自耗电极。电渣重熔的基本过程如图1所示。在铜制水冷结晶器内装有高温高碱度的熔渣,自耗电极的一端插入熔渣。自耗电极、渣池、金属熔池、钢锭、底水箱通过短网导线和变压器形成回路。图1电渣重熔示意图1-自耗电极;2-水冷结晶器;3-渣池;4-金属熔池;5-渣壳;6-铸锭;7-底水箱;8-金属熔滴;9-变压器;10-短网导线4当电流通过回路时,渣池靠本身的电阻加热到高温(在通电过程中,渣池不断放出电阻热又称焦尔热)。自耗电极的顶部被渣池逐渐加热熔化,形成金属熔滴。然后金属熔滴从电极顶部脱落,穿过渣池进入金属熔池。由于水冷结晶器的冷却作用,液态金属逐渐凝固形成铸锭。铸锭由下而上逐渐凝固,使结晶器内金属熔池和渣池不断向上移动。上升的渣池在水冷结晶器的内壁上首先形成一层渣壳。这层渣壳不仅使铸锭表面平滑光洁,也起保温隔热的作用,使更多的热量从铸锭传导给底部冷却水带走,这有利于铸锭的结晶自下而上地进行。电能是由变压器供给的,通过电极送进速度调整来保持电流的恒定。电渣熔铸与电渣重熔精炼钢液的过程基本相同,其最大的不同在于,电渣熔铸在异型结晶器内进行精炼,可直接铸成异型铸件。如图2所示,电流通过液态熔渣产生的电阻热将金属电极熔化,熔化的金属汇聚成滴,穿过渣层进入金属熔池,然后在异型水冷结晶器内凝固成异型铸件。即在铜制异型水冷结晶器2内,注入高温的液态熔渣3,自耗电极1的一端插入熔渣内,来自短网8的电流通过自耗电极进入渣中,产生电阻热将渣加热至高温,自耗电极的顶部被渣池逐渐加热熔化形成金属熔滴,金属熔滴从电极端头脱落,穿过渣池进入金属熔池4,由于水冷结晶器的冷却作用,液态金属逐渐地形成异型铸件5。图2电渣熔铸原理图1-自耗电极;2-水冷异型结晶器;3-渣池;4-金属熔池;5-熔铸件;6-底水箱;7-绝缘;8-短网;9-变压器。5与电渣重熔一样,铸件由下而上逐渐地凝固,使金属熔池和渣池不断向上移动。上升的渣池首先在水冷结晶器内壁上形成一层渣壳,这层渣壳不仅使铸件表面平滑光洁,也起到保温隔热作用,并使更多的热量从铸件传给底部冷却水,这将更有利于铸件结晶过程自下而上地进行。这样,通过电渣冶金可以重熔不同形状截面的钢锭(圆形、正方形、长方形、宽窄面长度比很大的截面形状),还可以熔铸各种不同形状的铸件(空心坯、轧辊毛坯、高压容器、大型高压阀门、曲拐轴和船用发动机连杆毛坯及其它制件的毛坯)。1.2金属电极的熔化RIQ224.0电流通过渣池时,在渣池中析出为熔化自耗电极并使金属熔池和渣池保持熔融及过热状态所必须的热量。单位时间内渣池中析出的热量Q取决于已知的公式电渣冶金的电极熔炼的特点与电极形状、尺寸和冶炼电制度、渣池深度有关。具有以下三种情况:6图3电极熔化特点α一电极下降速度过小;b一与稳定的电渣过程相适应;c一电极下降速度过大(1)如(图3a)所示,电极下降速度过低,电极末端呈平的端面,在电极端面的边缘有熔滴汇聚的凸起出现。电极熔化过程中,金属熔滴在电极端面,当熔滴下落的瞬间,有电弧放电产生,此时电流波动很大,至此电渣过程已破坏。(2)如(图3b)所示,当加大电极下降速度,即增加冶炼电流时,电极末端凸起。如果再逐渐增加电极下降速度,电极末端中心汇聚的凸起将越来越大,并逐渐呈锥形,直至最后形成正常锥体。此时电流电压波动越来越小,趋向稳定,这是稳定的电渣过程,这时的电制度为冶炼最佳电力制度。(3)如(图3c)所示,如果继续加快电极下降速度,电极末端的锥面外凸,自耗电极未熔化部分深埋入渣池中。这时如果保持这个下降速度,可以观察到电流逐渐地增大,如再继续加快电极送进就有可能造成电极与金属熔池的短路现象。7第1种情况是在电极与渣面之间可以直接观察到电弧放电。第3种情况是电极与金属熔池之间短路时,渣池因过热而沸腾出现电弧放电。当熔滴脱离电极端部的瞬间,电极端部和金属熔池表面之间,周期地发生弧光放电。第一种和第三种情况下的弧光放电现象可以从电压和电流示波照相图上正弦波的畸变得以证实(图4)。图4电极端和金属熔池之间产生电弧放电瞬间的电压和电流正弦波的畸变当电压、炉渣化学成分及渣量,电极截面等条件相同时,随着电极下降速度的增加,放电间隔的距离减小,相当于渣池的电阻降低。从而增加了冶炼电流的强度。所以冶炼电流的大小同电极下降速度之间近似于直线关系(图5)。图5电流和电极送进速度的关系1d电极=180毫米;U=80伏;2d电极=180毫米;U=51伏;3d电极=100毫米;U=51伏;4d电极=80毫米;U=51伏;8当增加电极截面时,必须明显地增加电流才能获得稳定的电渣过程,然而维持稳定的电渣过程所要增加的电流比电极截面增加的倍率小。因此随着电极截面的增加,稳定过程需要的电流密度相对减少了,随着电压的提高,稳定电渣过程需要通入较大的电流密度。(图6)。图2-6在电渣过程稳定的范围内电压和电极截面对电极中电流密度的影响在讨论其它冶炼参数对电极熔化特点的影响之前,应该先研究一下电渣重熔时电流在渣池中的分配。电渣重熔时,当结晶器和底盘或钢锭有电触点的时候,与渣池相接触的结晶器壁区能够成为附加导体,电流可同时从自耗电极沿着两个平行电路流动:渣池一金属熔池和渣池一结晶器壁(图7)。图7渣池中电流分布图1一自耗电极;2一结晶器壁;3一渣池;4一钢锭;5一渣壳。91.3熔滴的形成和过渡如前所述,正在熔化的自耗电极金属以熔滴的形式通过渣池转移到金属熔池,在渣池中受电流析出热量的作用,使浸入渣中的电极表面熔化,形成薄层的液体金属沉至顶端聚集。正在熔化的电极圆锥体的顶端出现液体金属的精炼熔滴。在自耗电极末端汇集的金属熔滴(图8)受三个基本力的作用:重力和力图使熔滴脱离电极末端的电动力以及相间张力(金属-炉渣),这个相间张力是在电流通过钢渣界面时的作用力和使熔滴脱离的反作用力,当前两个力的合力超过相间张力时,熔滴脱落。图8作用在电极末端熔滴上的力(G-重力;R-电动力;P-表面张力的合力业已确定熔滴脱离频率随电极送进速度的增大而增加,因此也是随电流的增加而增加,但是熔滴的尺寸(重量)却减少(图9)。随着电流截面积的增加熔滴的重量增加。渣池深度的变化对金属过渡特点的影响很小(图10),而提高电压使熔滴重量明显减小。这些研究同样表明,无论是电压还是电流的增加,熔滴的脱离频率均增加,不过电流的作用效果更大。10图9金属熔滴重量与电流大小的关系1-d电极=60毫米;2-d电极=40毫米;3-d电极=30毫米图10金属熔滴重量与渣池深度的关系1-U=31伏;2-U=41伏;3-U=49伏;1.4熔池形状电渣冶金的过程中金属熔池的形状和大小直接影响熔铸件的结晶,从而影响钢锭的质量。金属熔池的形状与电极熔化和工艺参数有着密切的关系。11随着电流的增加,即随着电极下降速度的增加,金属熔池的特点如图11所示。电极下降速度加快,金属熔池深度增加,导致铸锭结晶特点改变,使晶体的生长方向接近于径向状,这种铸锭的组织接近普通钢锭,因此要选用适当的冶炼电流,即合适的电极下降速度,以保证电渣铸锭具有理想的轴向结晶。金属熔池形状与电压的关系如图12所示。图11随着电极下降速度的增加,电极熔化和金属熔池形状变化的特点a一低速;b-中速;c-高速。图12增加电压时电极熔化和金属熔池形状变化特点a一低电压;b-中等电压;c-高电压12随着电压的升高,金属熔池底部向扁平方向发展,晶体的生长方向逐渐接近于轴向,熔池温度趋向均匀,因而提高了铸锭表面质量。但过分地提高电压可以导致渣池沸腾,破坏电渣过程,产生电弧过程。图13所示为金属熔池形状与渣量的关系。图13随着渣池深度变化电极熔化和金属熔池形状变化特点a-浅渣池;b-中等渣池;c-深渣池。当其它参数不变时,金属熔池深度随着渣量的增加而减少,这是由于渣量增加渣池变深,消耗于维持炉渣处于熔融及过热状态的热量就增加,因而保持金属熔池的熔融及过热状态的热量就大大地减少。过分地加大渣量使得金属熔池体积小、温度低而影响钢锭的质量。金属熔池的深度随导热性的增加而减少,见表1。表1金属熔池形状与金属导热性的关系导热性(千卡/米.秒)金属熔池深度(毫米)100℃300℃600℃铜0.9000.8800.82210阿姆老铁0.1630.1320.09453ЭИ4347А合金0.0310.0390.05474131.5金属的结晶在生铁模中用普通方法浇注的钢锭可以分成三个各具特征的结晶区:细等轴晶区,它是浇注金属和模壁接触时冷凝形成的;柱状晶区,它是在新结晶核生长时结晶线上没有足够过冷度热量向着锭模壁方向输出的条件下形成的;大等轴晶区,它在钢锭的中心部位,在对于多相结晶在分散的热流作用下达到足够小的温度梯度并且达到足够的过冷度的条件下形成。第一结晶区是最均匀致密的,但是由于这个区厚度很小可以忽略它对钢锭质量的影响。柱状结晶区的金属如果晶粒十分纯净,并且晶间没有析出使晶界变坏的偏析物的话,那么它具有很高的性能。普通钢锭的等轴晶区金属性能最不好,在这个区里,存在着最大程度上的物理和化学不均匀性,存在着收缩缺陷疏松、裂纹、不致密性等。钢锭上部的缩孔是一般钢锭不可避免的缺陷之一,除此之外,普通法生产的钢锭常常发现叫做轴外偏析引起的缺陷-斑点偏析,它是一个偏析带。这些缺陷的形成与柱状晶区向等轴晶区过渡时结晶特征的变化有关,同时也与钢锭凝固时液态金属的运动和在金属中有气体,首先是氢气的存在有关。电渣重熔的主要优点在于任何结晶阶段中处于液体状态的金属重量要比所得到的钢锭重量少许多倍。在依靠电极金属不断进入熔池和依靠渣池的热传导将热量不断地从上面输入到熔池同时熔池又向下部不断地输出热量的条件下,使较小体积的液体金属自下而上地逐渐结晶。钢锭和结晶器壁之间渣壳的形成也促进了电渣钢锭的定向结晶,因为渣壳减少了水平方向的热量输出。渣壳的存在使电渣钢锭得到非常光滑的表面。14从钢锭部底输出热量、金属熔滴不断地向液体金属熔池输入热量、渣池向金属熔池传递热量和侧表面上渣壳的绝热作用—所有这些因素决定了由柱状晶组成的电渣钢锭具有均匀致密的良好结构。在互为锐角的钢锭中心部位没有形成脆弱区,没有缩孔、疏松和其它缺陷。电渣重熔锭有害杂质的含量低。如前所述,金属熔池的形状和随后的钢锭结晶的特点在很大程度上取决于热析出的特征。从这个观点出发,采用多电极电渣重熔可以使渣池中的析热区分散同时使金属熔滴带进金属熔池的热量向四周传送。图14示出空心钢锭结晶结构的简图。内部型腔冷却水的存在产生了附加的内散热面。这种情况有助于得到浅的金属熔池,对金属结晶有好的影响。两个散热面(除底盘外)的存在决定着电渣重熔空心锭的壁的纵向或径向柱状晶的生长状况。晶体相遇的垂直轴带在壁厚里的位置根据结晶器壁和内腔壁上金属冷却的单位表面积的比来决定的。一般情况下晶粒相遇的轴带、即想象线是冶炼过程中金属熔池最深点的移动线稍微向着空心钢锭壁厚度的几何对称轴方向(轴心)偏移。图14电渣钢锭的结晶结构a-实心;b-空心15另外,电渣重熔时采取强制作用可以对金属结晶产生重要的影响。向金属熔池吹入惰性气体是减少渣池深度的重要方法之一,特别是对生产超巨大型钢锭更为重要。该方法的主要目的除了有效地使金属去氢外,因可以使金属熔池深度减小从而可以改善金属的结晶条件。已有的资料认为,这个方法明显地扩大了巨型钢锭的柱状晶区,而在某些情况下甚至可以完全消除等轴晶区。对结晶线而言采用电极移动的原理熔炼钢锭的方法是有前途的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 abc88516
abc88516
本文标题:第一章 电渣冶金
链接地址:https://www.777doc.com/doc-4820880 .html