您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 六、产品质量检验-1(5-9)
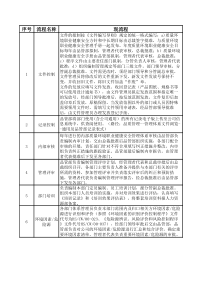
六、产品质量检验重庆力奥轧钢有限公司质量管理文件重庆力奥轧钢有限公司⑥产品质量检验重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件目录6.1检验管理6.1.1检验制度6.1.2检验管理制度6.2过程检验产品质量检验规定6.2.1半成品成品检验制度6.2.2工序检验制度6.2.3生产过程检验规程6.2.4辅助材料进厂检验制度6.2.5库房管理制度相关记录:《进货检验管理台账》《工序过程检验记录表》《半成品检验原始记录表》《过程检验记录》《感应加热温度监控记录》6.3出厂检验6.3.1产成品出厂检验规定6.3.2出厂检验规程6.3.3产品出厂标识、包装、运输、贮存规定6.3.4产品包装存放及运输要求六、产品质量检验重庆力奥轧钢有限公司质量管理文件6.3.5售后服务管理制度相关记录:《出厂检验记录表》《产品合格证》《存料卡》《入库单》《库存状况定期检查记录》《产品出库单》《售后服务记录表》重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件检验制度编制:审批:日期:重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件检验管理制度编制:审批:日期:重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件检验管理制度1.目的加强公司冷轧带肋钢筋原材料及成品的质量检测,降低过程材料耗损,提高产品质量。2.范围3.内容3.1职责3.1.1质量负责人主管。3.1.2生技科归口管理。3.1.3生技科、生产部具体实施。3.2检测方式3.2.1圆盘条原辅材料入厂由生技科质检员进行检验或验证。3.2.2冷轧带肋钢筋半成品实施互检,生技科质检员不定期抽检。3.2.3冷轧带肋钢筋成品的检验由生技科质检员完成。3.2.4对返工返修产品的检验由质检员、车间质量负责人、生产班组共同进行。3.3检验依据3.3.1圆盘条的检验依据按圆盘条相应的国家或行业标准以及财务部采购计划执行。3.3.2半成品的检验依据按生技科发布的工艺卡执行。3.3.3冷轧带肋钢筋成品的检验按GB/T13788-2008标准执行。六、产品质量检验重庆力奥轧钢有限公司质量管理文件3.4检验内容3.4.1圆盘条采取验证方式,检查其品种、型号、规格、数量、生产日期(有效期)、生产公司家及包装状况,产品有无合格证及有效检验报告。3.4.2半成品主要检验项目为工艺卡规定的技术要求。3.4.3成品检验项目为冷轧带肋钢筋标准中的出厂检验项目。3.5抽样3.5.1圆盘条的检验(验证)按包装进行抽样,抽样率不低于30%。3.5.2各工序抽样率不低于30%。3.5.3冷轧带肋钢筋成品的检验为100%逐捆检验。3.6其它3.6.1批量生产的冷轧带肋钢筋须按出厂检验要求对每批生产产品进行首件检查。3.6.2对检验状况要进行标识,对不同检验状态的产品要分区推放。3.6.3检验应保留记录。3.6.4不合格产品要在一周内完成评审,评审后一周内要完成返修或返工(半成品的不合格品无须进行公司级的评审)。重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件半成品、成品检验制度编制:审批:日期:重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件半成品、成品检验制度1、各检验员半成品、成品的检验,必须按照技术标准或合同要求进行检验。2、检验员如发现不按操作规程进行生产,产出的半成品、成品出现质量问题,本产品不予判合格,并将质量问题和质量记录及时汇报有关部门。3、检验员在检验半成品、成品中,如发现质量问题,本产品不予入库,否则造成退货现象,均由本人负责。4、检验员由于工作不认真或盲目处理半成品、成品,检验如出现质量问题,均由本人负责。5、检验员必须认真检验半成品、成品都作相应地记录,合格证有关内容要清晰。6、抽查人员随时抽查检验员已经检验过的半成品、成品,如发现质量问题,对质检员作相应处罚。7、对经检验合格的产品或半成品,签发合格证和检验合格单,对经检验不合格的产品或半成品,作好标记,提出处理意见。重庆力奥轧钢有限公司二〇一五年一月六、产品质量检验重庆力奥轧钢有限公司质量管理文件工序检验制度1.总则工序检验是指在某一工序加工完毕时的检验。其目的是预防不合格工件流入下道工序。工序检验可根据企业条件实行逐件检验或按批量的3%-10%抽检。2.首件检查首件检验是产品初次进行加工后的试验性检查。操作者应在当班生产开始时或工序因素调整后,对制造的第一件或前几件产品进行自检,以确定正确的操作方法,并对设备、工装、工具进行调整。2.1凡成批(两件以上)生产的开始或变更操作人员、工艺方法、设备、工装、刀具等时均应实行首件检查。2.2执行首件检查,操作者必须首先对首件工件,按照工艺技术文件的要求进行自检,班组长(或班组质量员)进行指导。2.3首件检查合格后,操作者方可继续加工。凡没进行首件检查的或首检不合格的不得进行加工。2.4首件经过检查并合格后,应由专检人员进行认可签字,由操作者保存,以备检查。2.5对上道工序转入本工序的工作,操作者必须首先查明上道工序是否首件检验合格,否则不得进行操作。2.6每个工件完成工序加工后,由操作者进行自检,并按规定填写记录。3.中间抽检六、产品质量检验重庆力奥轧钢有限公司质量管理文件在首件检验合格的基础上,检验员在工序现场按一定的时间间隔或按一定比例对工序加工质量进行中间抽查检验,并及时填写工序检验记录.4.工序检验记录各车间按季(月)存档,技术科抽验随时考核。5.企业质检小组不定期对已检验合格的工件进行抽样复检,发现问题加倍抽验,如仍不合格,则认为整批不合格。重庆力奥轧钢有限公司2015年1月4日六、产品质量检验重庆力奥轧钢有限公司质量管理文件检验、试验、计量设备管理制度一、目的:通过对公司检测和试验设备进行控制、校准和维护,确保使用检测设备进行检验、测量的能力满足规定要求,为实施验证产品符合性的检验活动提供必须的测量装置。二、适用范围:适用于公司所有检测和试验设备的控制、校准和维护。三、职责与权限:1、生技科负责统一登记、编号、管理公司所有检测和试验设备以及相应的说明书等文件和附件,建立《检测和试验设备台帐》和检测、试验设备档案。2、设备使用人员负责检测和试验设备的管理,维护和保养,并向生技科负责。四、程序内容:(一)申请:当需要购买新的检测、试验设备及有关配件时,由生技科根据测量任务及精度要求填写《购买设备申请表》,交技术总监审核,报总经理批准后交财务部采购。(二)采购:财务部依照《购买设备申请表》上的要求进行采购。(三)验收:生技科负责对新购检测、试验设备进行验收,验收内容包括外观、设备的型号、规格是否与要求相符,所有设备应附有合格证,设备说明书及其必要的相关资料,必要时由生技科安排调试运行,检验后签署《检测和试验设备验收报告》,经检验合格的生技科办理建帐手续,六、产品质量检验重庆力奥轧钢有限公司质量管理文件若验收不合格由财务部向供货商办理退换或维修,直到合格为止。(四)建帐:检测、试验设备验收合格后,生技科负责建立《检测和试验设备台帐》注明购买日期、规格、型号、精确度、校准记录、使用部门、人员,并对设备统一编号,建立档案。(五)校准:1、生技科按照《检测和试验设备台帐》核对每台设备的校准日期和校准有效期,安排设备送至国家认可的计量机构校准,以保证可以追溯到国家基准;2、校准完成后,生技科负责审查计量检测单位提供的校准证书,并将证书附在该设备档案中,同时将校准合格标记贴在检测和试验设备表面明显可见且不影响操作和读数之处。a、校准合格的在设备上贴“合格证”,注明校准有效日期,同时在《检测和试验设备台帐》中记录。b、对于不完全符合标准但仍可在一定范围内使用的检测和试验设备,生技科负责填写《检测和试验设备处理单》,可限制使用该检测和试验设备,并在该设备表面明显之处贴上“准用证”,注明允许使用的范围,同时在《检测和试验设备台帐》中记录。c、对校准不合格的检测和试验设备,应贴上“停用证”封存或送去修理。3、对于钢尺、卷尺等基本测量工具,公司保留一件经检验合格的作为标准器具,其他同类器具与其比对即可,并由生技科比对人员填写《比对记录》。4、新购置的检测、试验设备必须经校准合格后,方能使用。六、产品质量检验重庆力奥轧钢有限公司质量管理文件(六)检测、试验设备的领用、维护、保管:1、根据施工、生产的需要,领用人员填写《领料单》,经部门经理批准后,领用人在《检测和试验设备台帐》上签字领用,管理员方可发放;2、在用检测设备,领用人在保存、使用和搬动过程中应采取保护措施防止造成损坏,对于校准后的检测设备应保护好校准状态、防止误用或误动导致失准。3、工程结束后,由生技科检查还回的设备是否合格,对不合格者应组织维修,直至合格入库。(七)检测、试验设备的处理:1、对于检测设备失准,生技科经理应组织有关人员对已测结果重新验证并予记录,对任何受影响的产品进行隔离和标识,并立即更换校准合格的检测设备或将失准检测设备重新校准,复验隔离产品作好校准和复验记录。2、检定不合格并修理不好的检测设备,以及价值低的测量器具,由设备使用人员填写《机具设备报废申请单》,报生技科经理审核,总经理批准。(八)记录的保存:各项目工程的测量记录由工程部保管至资料归档,其余的相关记录由生技科统一保管。重庆力奥轧钢有限公司2015年1月六、产品质量检验重庆力奥轧钢有限公司质量管理文件冷轧带肋钢筋生产过程检验规程本厂冷轧带肋钢筋生产过程检验主要有:放线检验、除磷检验、尺寸及性能检验、调直检验、切断检验及打捆检验。1.放线检验将盘条架在放线架上放线引入除磷机,检查盘条是否缠绕其他物体,周围是否有禁放物品,使之有序进入下一道工序。2.对焊(有必要时)当一盘原料快轧完时,与下一盘料的焊接,使生产过程能连续进行。检查焊接点是否牢固可靠,不得有烧穿、漏焊和虚焊等焊接缺陷。3.除鳞检验开机后首先检查除鳞效果,除鳞后表面不得有锈皮及目视可见的麻坑等腐蚀现象,若除鳞效果不佳,则手动调整除锈轮轮间距离,增强除锈效果。4.尺寸及性能检验对第一次轧制的钢筋放线20~30米后,停机,进行检验。4.1在检查钢筋直径时,因实际生产过程中对直径的测量不易操作,故采用米重测量的方法来判定直径是否达标。取1米样品进行称重,测试米重是否达到检验要求,若未达到要求,则重新调整刻压尺寸直到达标为止。测量方法:试样实际重量-(试样长度×理论重量)试样长度×理论重量检验要求:×100%重量偏差(%)=六、产品质量检验重庆力奥轧钢有限公司质量管理文件5.0mm米重范围应在0.154kg/m允许偏差±4%7.0mm米重范围应在0.302kg/m允许偏差±4%9.0mm米重范围应在0.499kg/m允许偏差±4%4.2.抗拉强度Rm、伸长率A11.3检验钢筋经重量偏差检验合格后,应测量抗拉强度Rm、伸长率A11.3指标,CRB550抗拉强度Rm不小于550(N/mm2),CRB550伸长率δ11.3不小于8%,如发现上述指标未达到要求,应及时调整加热温度,直到合格为止。4.3调直(消除应力)调直剪切后钢筋应达到每米弯度不大于4mm,总弯曲度不大于钢筋全长的0.4%。4.4外形尺寸检验对剪切后钢筋应检查外形尺寸,检验横肋中点高、肋间距、肋间隙总和的尺寸,尺寸应符合(表一)规定。表一:单位(毫米mm)直径(d)横肋中点高(h)横肋间隙总和(l)肋间距(b)7.00.46(偏差:+0.10~-0.05)5.0(偏差:±15%)-0.2d9.00.75(偏差:±0.10)7.0(偏差:±15%)4.5剪切检查剪切机是否能正常工作,检查切断长度设定是否正确,切刀是否有打缺现象影响使用,若有需要应及时更换切刀。4.6以上所有步骤检验合格才允许批量生产,若不合格,则需重复调试至合格后方可批量生产。六、产品质量检验重庆力奥轧钢有限公司质量管理文件5.打捆在生产过程中冷轧带肋钢筋在切断后经推钢机、翻钢机翻入打捆槽,在此过程中应避免钢筋出现交叉
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 mrlouis
mrlouis
本文标题:六、产品质量检验-1(5-9)
链接地址:https://www.777doc.com/doc-482111 .html