您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 2-1-刀具切削部分几何参数
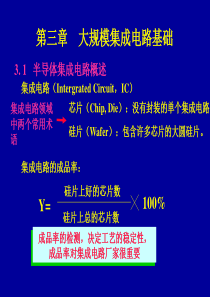
第2章切削过程及其控制2.1金属切削的基本知识一、切削运动二、工件加工表面三、切削用量四、刀具几何参数五、切削层参数六、刀具材料主运动、进给运动三个变化的表面三要素刀具组成切削厚度、切削宽度、切削面积性能、高速钢、硬质合金计算选择刀参考系几何角度2.1基本概念金属切削过程是工件和刀具相互作用的过程。刀具要从工件上切去一部分金属,并在保证高生产率和低成本的前提下,使工件得到符合图样要求的形状、尺寸精度和表面质量。为了实现这一过程,必须具备以下三个条件:工件与刀具之间要有相对运动,即切削运动;刀具材料必须具有一定的切削性能;刀具必须具有适当的几何形状,即切削角度。2.1.1切削加工成形运动以图2—1所示外圆车削为例,要切除工件表面多余金属层,刀具与工件间必须有相对运动,即工件必须作回转运动,刀具作直线运动。依其作用的不同,可把切削运动分为主运动与进给运动。图2-1车削运动和加工表面1-待加工表面2-过渡表面3-已加工表面1)主运动直接切除工件上的切削层,以形成工件新表面的基本运动。主运动通常是切削运动中速度最高、消耗功率最多的运动,且主运动只有一个。主运动的速度以Vc表示,称作切削速度。2)进给运动是指不断地把切削层投入切削的运动。它的速度较低。进给运动可能是连续性的运动,也可能是间歇性的。进给运动有时仅有一个,但也可能有几个或没有。进给运动的速度用进给量f或进给速度Vf表示。切削加工的主运动与进给运动往往是同时进行的,因此刀具切削刃上某一点与工件的相对运动是上述两运动的合成。其合成速度Ve=Vc+Vf。合成切削运动3)定位和调整运动使工件或刀具进入正确加工位置的运动。如调整切削深度,工件分度等。主运动和进给运动是实现切削加工的基本运动。可以由刀具完成,也可以由工件完成,还可以由刀具和工件共同完成。同时,主运动和进给运动可以是直线运动(平动),也可以是回转运动(转动),还可以是平动和转动的复合运动。由于上述不向运动形式和不同运动执行元件的多种组合,产生了不同的加工方法。外圆磨无心磨车铣加工滚压加工铣削成形磨(横磨)主运动进给运动表2-2外圆表面加工方法刀具T/RT主运动进给运动工件表面成形原理图RRRRRTRRT/R车削成形车削拉削研磨典型表面加工方法表2-3内圆表面加工方法表面成形原理图钻扩铰镗拉挤行星式内圆磨主运动进给运动刀具主运动进给运动工件RRTRRT/RTRTRTTRTT内圆磨无心磨典型表面加工方法主运动进给运动表2-4平面加工方法刀具主运动进给运动工件表面成形原理图RTRTTT刨插周铣端铣平磨端面平磨车拉T典型表面加工方法车螺纹板牙主运动进给运动表2-5螺纹加工方法刀具主运动进给运动工件表面成形原理图RTRRTTR滚压丝锥铣螺纹梳形铣刀旋风铣磨螺纹RR典型表面加工方法主运动进给运动表2-6齿形加工方法刀具主运动进给运动工件表面成形原理图RTRTTR/TRRR/T铣齿指状铣刀铣齿成形磨齿滚齿剃齿插齿蜗杆砂轮磨齿碟形砂轮磨齿锥形砂轮磨齿典型表面加工方法2.1.1工件加工表面在工件上形成所要求的新表面过程中,工件上有三个不断变化着的表面(见图2-1):1.待加工表面——工件上有待切削金属层的表面;2.已加工表面——工件上经刀具切削后形成的表面;3.过渡表面(加工表面)——已加工与待加工表面间的切削刃正在切除的表面。上述关于切削运动、工件表面的基本定义均适用与其它切削加工。图2-1车削运动和加工表面1-待加工表面2-过渡表面3-已加工表面切削用量用来衡量切削运动。2.1.2切削用量三要素1.切削速度v:主运动速度即为切削速度(m/s或m/min)主运动为旋转运动:刀具或工件以最大直径处的切削速度来计算v=πdn/1000式中:n-主运动速度(r/s)d-刀具或工件的最大直径(mm)主运动为往复运动:平均速度:v=2Lnr/1000L-往复运动行程长度(mm)nr-主运动每秒钟往复次(str/s)2.1.2切削用量三要素切削用量三要素2.进给量f(mm/r或mm/双行程)指工件或刀具每转一周时(或主运动一循环时),两者沿进给方向上相对移动的距离。当刀具齿数z1时(如:钻削),每个刀齿相对于工件在进给方向上的位移量,即每齿进给量,以ƒz表示,单位为mm/z。进给速度vf=nf=nfzz(mm/s或mm/min)因为进给运动是由刀具完成的,故习惯上又称走刀运动。其大小称进给量或走刀量。切削用量三要素车削外圆时ap=(dw-dm)/2钻孔时ap=dm/2dw-待加工表面直径dm-已加工表面直径3.背吃刀量(切削深度)ap背吃刀量ap是指主刀刃与工件切削表面接触长度,在主运动方向及进给所组成的平面的法线方向上测量的值图2-2切削用量a)车外圆b)车端面c)切槽例题:车外圆时工件加工前直径为62mm,加工后直径为56mm,工件转速为4r/s,刀具每秒钟沿工件轴向移动2mm,工件加工长度为110mm,切入长度为3mm,求v、f、ap解:v=πdn/1000=π·62·4/1000=0.779m/sf=vf/n=2/4=0.5mm/rap=(dw-dm)/2=(62-56)/2=3mm2.1.3切削层参数由切削刃正在切削的这一层金属叫作切削层。切削层在垂直于主运动方向的截面尺寸称为切削层参数。它决定了刀具切削部分所承受的负荷和切屑尺寸的大小,还影响切削力和刀具磨损、表面质量和生产效率。通常在基面Pr内度量。1.切削厚度hD:在垂直于切削刃的方向上度量的切削层截面的尺寸。hD反映了切削刃单位长度上工作负荷的大小hD=fsinκr2.切削宽度bD:沿切削刃方向度量的切削层截面的尺寸。bD影响刀具的散热情况bD=ap/sinκr3.切削层面积AD=hDbD=faPΚr为车刀主偏角,当工艺参数进给量f与背吃刀量ap确定后,主偏角Κr越大,切削厚度越大hD,切削宽度越小bD,当Κr=90°时,hD=fbD=ap图2-11外圆纵车时切削层参数a)直线刃时b)曲线刃时当切削刃为直线时,切削刃上各点处的hD相等;切削刃为曲线时,刃上各点的hD是变化的基准设计基准工艺基准工序基准定位基准测量基准装配基准粗基准精基准附加基准基准分类归纳如下:2.4基准一、基准基准是机械制造中是用来确定生产对象上几何要素之间的几何关系所依据的那些点,线或面。从设计和工艺两个方面看基准,可把基准分为两大类,即设计基准和工艺基准。基准设计基准工艺基准(一)设计基准设计者在设计零件时,根据零件在装配结构中的装配关系以及零件结构要素之的相互位置关系,确定标注尺寸(或角度)的起始位置。这些尺寸(或角度)的起始位置作设计基准。设计图样上所采用的基准就是设计基准。设计基准可以是点,也可以是线或者面。(二)工艺基准零件在加工工艺过程中所采用的基准称为工艺基准。工艺基准又可进一步分为:工序基准,定位基准,测量基准和装配基准。工艺基准工序基准定位基准测量基准装配基准粗基准精基准附加基准1.工序基准在工序图上用来确定本工序所加工表面加工后的尺寸、形状、位置的基准,称为工序基准。在设计工序基准时,主要应考虑如下三个方面的问题:1)应尽量用设计基准作为工序基准;2)工序基准应尽可能用于工件的定位和工序尺寸的检查;3)当采用设计基准为工序基准有困难时,可另选工序基准,但必须可靠的保证零件设计尺寸的技术要求。由于工件的工序基准与定位基准不重合而引起的定位误差,称为基准不重合误差。图2-30所示工件以底面定位铣台阶面,要求保证尺寸a,即工序基准为工件顶面。如刀具已调整好位置,则由于尺寸b的误差会使工件顶面位置发生变化,从而使工序尺寸a产生误差。bΔDWa图2-30由于基准不重合引起的定位误差工序基准定位基准定位误差2.定位基准在加工时用于工件定位的基准,称为定位基准。(1)粗基准和精基准:未经机械加工的定位基准称为粗基准,经过机械加工的定位基准称为精基准。机械加工工艺规程中第一道机械加工工序所采用的定位基准都是粗基准。(2)固有基准:零件上原来就有的表面作为定位基准.附加基准:零件上根据机械加工工艺需要而专门制造出来的定位基准,称为辅助基准。例如。轴类零件常用顶尖孔定位,顶尖孔就是专为机械加工工艺而设计的辅加基准。3.测量基准在加工中或加工后用来测量工件的形状、位置和尺寸误差,测量时所采用的基准,称为测量基准。4.装配基准在装配时用来确定零件或部件在产品中的相对位置所采用的基准,称为装配基准。基准设计基准工艺基准工序基准定位基准测量基准装配基准粗基准精基准辅加基准基准分类归纳如下:2.2切削刀具基本定义金属切削加工的刀具种类繁多,但刀具切削部分的组成却有共同点。车刀的切削部分可看作是各种刀具切削部分最基本的形态。2.2.1车刀切削部分的组成车刀由切削部分和刀柄组成。刀具中起切削作用的部分称切削部分,夹持部分称刀柄,图2-3表示了车刀的组成部分和各部分的名称。刨刀、铣刀、钻头等其他刀具可视为车刀的演变或组合。车刀a)焊接式车刀b)整体式车刀c)机夹式车刀图2-3车刀的结构车刀的切削部分由3个刀面(前刀面、主后刀面和副后刀面),2个刀刃(主切削刃和副切削刃)和1个刀尖组成。切屑流出时经过的刀面切削部分:由不同刀面和切削刃构成。与过渡表面相对的刀面,也称主后刀面与已加工表面相对的刀面前刀面与后刀面的交线。在切削加工过程中,它担负着主要的切削工作前刀面与副后刀面的交线。它担负少量切削工作,配合主切削刃完成切削工作并最终形成工件上的已加工表面刀尖是主、副切削刃连接部位,或者是主、副切削刃的交点a)尖刀尖b)倒圆刀尖c)倒角刀尖刀尖结构图2-1车削运动和加工表面1-待加工表面2-过渡表面3-已加工表面刀具切削部分的构成切削部分由不同刀面和切削刃构成。定义如下:(1)前刀面Aγ切屑沿其流出的刀面。(2)后刀面Aα与加工表面相对的刀面。同前刀面相交形成主切削刃的表面,(3)副后刀面Aα′与已加工表面相对的表面。同前面相交形成副切削刃的表面,(4)主切削刃S前刀面与后刀面的交线。它担负着主要的切削工作。(5)副切削刃S′前刀面与副后刀面的交线。它担负少量切削工作。(6)刀尖主、副切削刃连接处相当少的一部分切削刃。2.2.2刀具坐标系与刀具几何角度刀具几何角度:是用来表示前、后刀面和切削刃的空间位置的。各刀面和切削刃的空间位置对刀具的切削性能、加工质量和切削效率有很大影响。确定刀具几何角度有工作坐标系(刀削层参数坐标系)和标注坐标系。2.2.2.1刀具标注角度坐标系在设计与制造刀具时,需确定刀具角度值的大小,此时还不知道合成切削速度的方向。所以,只能在某些合理的假定条件下建立坐标系,这就是刀具标注角度坐标系,在此坐标系中所确定的刀具角度称为刀具标注角度。车削时的假设条件有:①主切削刃处在水平面上,刀尖恰在工件中心高度上:②刀柄中心线垂直于工件轴线(假定进给方向);③主运动方向与刀具底面垂直(不考虑进给运动);④工件已加工表面的形状为圆柱面。确定刀具角度的坐标参考系:主运动方向静止参考系进给运动方向刀具安装位置2.2.2刀具标注角度坐标系参考坐标平面:基面和主切削平面测量平面:正交平面、法平面、假定工作平面及背平面。图3-3车刀的静止参考系(图中vc表示假定的主运动方向,vf表示假定的进给运动方向)2.6.2刀具几何角度刀具标注角度坐标系(主剖面坐标系)主切削刃主后刀面前刀面副切削刃主剖面PoA1)基面Pr:通过切削刃选定点与主运动方向垂直的平面。基面与刀具底面平行。切削平面Ps基面Pr图2-49车刀主剖面坐标系2)切削平面Ps:通过切削刃选定点与主切削刃相切且垂直于基面Pr的平面。3)主剖面Po:通过切削刃选定点垂直于基面Pr和切削平面Ps的平面。1.刀具标注坐标系构成刀具标注坐标系的基准平面有六个:(1)基面Pr:通过切削刃选定点,垂直于假定主运动方向的平面。车刀的基面平行于刀体底面。钻头、铣刀等旋转体类刀具的基面为通过切削刃上选定点,包含刀具轴线的平面。基面Pr:通过切削刃上选定点,垂直于该点合成切削运动方向的平面。(一)1.刀具标注坐标系系(2)切削平面Ps:通过切削刃选定点,与切削刃相切,并垂直于基
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 彩虹瓶子
彩虹瓶子
本文标题:2-1-刀具切削部分几何参数
链接地址:https://www.777doc.com/doc-5093595 .html