您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 轴类零件的材料与热处理
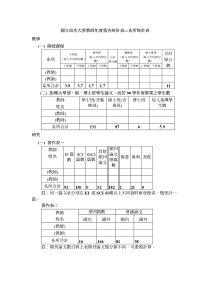
轴类零件的材料与热处理一般轴类零件常用中碳钢,如45钢,经正火、调质及部分表面淬火等热处理,得到所要求的强度、韧性和硬度。对中等精度而转速较高的轴类零件,一般选用合金钢(如40Cr等),经过调质和表面淬火处理,使其具有较高的综合力学性能。对在高转速、重载荷等条件下工作的轴类零件,可选用20CrMnTi、20Mn2B、20Cr等低碳合金钢,经渗碳淬火处理后,具有很高的表面硬度,心部则获得较高的强度和韧性。对高精度和高转速的轴,可选用38CrMoAl钢,其热处理变形较小,经调质和表面渗氮处理,达到很高的心部强度和表面硬度,从而获得优良的耐磨性和耐疲劳性。附:钢的淬火与回火是热处理工艺中很重要的、应用非常广泛的工序。淬火能显著提高·钢的强度和硬度。如果再配以不同温度的回火,即可消除(或减轻)淬火内应力,又能得到强度、硬度和韧性的配合,满足不同的要求。所以,淬火和回火是密不可分的两道热处理工艺。车床主轴加工工艺过程分析⑴主轴毛坯的制造方法锻件,还可获得较高的抗拉、抗弯和抗扭强度。⑵主轴的材料和热处理45钢,普通机床主轴的常用材料,淬透性比合金钢差,淬火后变形较大,加工后尺寸稳定性也较差,要求较高的主轴则采用合金钢材料为宜。①毛坯热处理采用正火,消除锻造应力,细化晶粒,并使金属组织均匀。②预备热处理粗加工之后半精加工之前,安排调质处理,提高其综合力学性能③最终热处理主轴的某些重要表面需经高频淬火。最终热处理一般安排在半精加工之后,精加工之前,局部淬火产生的变形在最终精加工时得以纠正。加工阶段的划分①粗加工阶段用大的切削用量切除大部分余量,及时发现锻件裂纹等缺陷。②半精加工阶段为精加工作好准备③精加工阶段把各表面都加工到图样规定的要求。粗加工、半精加工、精加工阶段的划分大体以热处理为界。工序顺序的安排毛坯制造——正火——车端面钻中心孔——粗车——调质——半精车表面淬火——粗、精磨外圆——粗、精磨圆锥面——磨锥孔。在安排工序顺序时,还应注意下面几点:①外圆加工顺序安排要照顾主轴本身的刚度,应先加工大直径后加工小直径,以免一开始就降低主轴钢度。②就基准统一而言,希望始终以顶尖孔定位,避免使用锥堵,则深孔加工应安排在最后。但深孔加工是粗加工工序,要切除大量金属,加工过程中会引起主轴变形,所以最好在粗车外圆之后就把深孔加工出来。③花键和键槽加工应安排在精车之后,粗磨之前。如在精车之前就铣出键槽,将会造成断续车削,既影响质量又易损坏刀具,而且也难以控制键槽的尺寸精度。④因主轴的螺纹对支承轴颈有一定的同轴度要求,故放在淬火之后的精加工阶段进行,以免受半精加工所产生的应力以及热处理变形的影响。⑤主轴系加工要求很高的零件,需安排多次检验工序。检验工序一般安排在各加工阶段前后,以及重要工序前后和花费工时较多的工序前后,总检验则放在最后。1.材料的选择齿轮应按照使用时的工作条件选用合适的材料。齿轮材料的合适与否对齿轮的加工性能和使用寿命都有直接的影响。一般来说,对于低速重载的传力齿轮,齿面受压产生塑性变形和磨损,且轮齿易折断。应选用机械强度、硬度等综合力学性能较好的材料,如18CrMnTi;线速度高的传力齿轮,齿面容易产生疲劳点蚀,所以齿面应有较高的硬度,可用38CrMoAlA氮化钢;承受冲击载荷的传力齿轮,应选用韧性好的材料,如低碳合金钢18CrMnTi;非传力齿轮可以选用不淬火钢,铸铁、夹布胶木、尼龙等非金属材料。一般用途的齿轮均用45钢等中碳结构钢和低碳结构钢如20Cr、40Cr、20CrMnTi等制成。2.齿轮的热处理齿轮加工中根据不同的目的,安排两类热处理工序。(1)毛坯热处理在齿坯加工前后安排预备热处理—正火或调质。其主要目的是消除锻造及粗加工所引起的残余应力,改善材料的切削性能和提高综合力学性能。(2)齿面热处理齿形加工完毕后,为提高齿面的硬度和耐磨性,常进行渗碳淬火,高频淬火,碳氮共渗和氮化处理等热处理工序。(二)齿轮毛坯齿轮毛坯形式主要有棒料、锻件和铸件。棒料用于小尺寸、结构简单且对强度要求不太高的齿轮。当齿轮强度要求高,并要求耐磨损、耐冲击时,多用锻件毛坯。当齿轮的直径大于Φ400~Φ600时,常用铸造齿坯。为了减少机械加工量,对大尺寸、低精度的齿轮,可以直接铸出轮齿;对于小尺寸,形状复杂的齿轮,可以采用精密铸造、压力铸造、精密锻造、粉末冶金、热轧和冷挤等新工艺制造出具有轮齿的齿坯,以提高劳动生产率,节约原材料。四、齿坯加工齿形加工之前的齿轮加工称为齿坯加工,齿坯的内孔(或轴颈)、端面或外圆经常是齿轮加工、测量和装配的基准,齿坯的精度对齿轮的加工精度有着重要的影响。因此,齿坯加工在整个齿轮加工中占有重要的地位。(一)齿坯加工精度齿坯加工中,主要要求保证的是基准孔(或轴颈)的尺寸精度和形状精度、基准端面相对于基准孔(或轴颈)的位置精度。不同精度的孔(或轴颈)的齿坯公差以及表面粗糙度等要求分别列于表9—2、表9—3和表9—4中。表9—2齿坯公差齿轮精度等级①56789孔尺寸公差形状公差IT5IT6IT7IT8轴尺寸公差形状公差IT5IT6IT7顶圆直径②IT7IT8IT8①当三个公差组的精度等级不同时,按最高精度等级确定公差值。②当顶圆不作为测量齿厚基准时,尺寸公差按IT11给定,但应小于0.1mm。表9—3齿轮基准面径向和端面圆跳动公差(μm)分度圆直径(mm)精度等级大于到1和23和45和67和89和1201252.871118281254003.691422364008005.012203250表9—4齿坯基准面的表面粗糙度参数Ra(μm)精度等级345678910孔颈端端面≤0.2≤0.10.2~0.1≤0.20.2~0.10.4~0.20.4~0.2≤0.20.6~0.4≤0.8≤0.40.6~0.31.6~0.8≤0.81.6~0.8≤1.6≤1.63.2~1.6≤3.2≤1.6≤3.2≤3.2≤1.6≤3.2顶圆(二)齿坯加工方案齿坯加工方案的选择主要与齿轮的轮体结构、技术要求和生产批量等因素有关。对轴、套筒类齿轮的齿坯,其加工工艺与一般轴、套筒零件的加工工艺相类同。下面主要对盘齿轮的齿坯加工方案作一介绍。1.中、小批生产的齿坯加工中小批生产尽量采用通用机床加工。对于圆柱孔齿坯,可采用粗车—精车的加工方案:(1)在卧式车床上粗车齿轮各部分;(2)在一次安装中精车内孔和基准端面,以保证基准端面对内孔的跳动要求;(3)以内孔在心轴上定位,精车外圆、端面及其它部分。对于花键孔齿坯,采用粗车—拉—精车的加工方案。2.大批量生产的齿坯加工大批量生产中,无论花键孔或圆柱孔,均采用高生产率的机床(如拉床、多轴自动或多刀半自动车床等),其加工方案如下:(1)以外圆定位加工端面和孔(留拉削余量);(2)以端面支承拉孔;(3)以孔在芯轴上定位,在多刀半自动车床上粗车外圆、端面和切槽;(4)不卸下芯轴,在另一台车床上续精车外圆、端面、切槽和倒角,如图9—2所示。第二节圆柱齿轮齿形加工方法和加工方案一个齿轮的加工过程是由若干工序组成的。为了获得符合精度要求的齿轮,整个加工过程都是围绕着齿形加工工序服务的。齿形加工方法很多,按加工中有无切削,可分为无切削加工和有切削加工两大类。无切削加工包括热轧齿轮、冷轧齿轮、精锻、粉末冶金等新工艺。无切削加工具有生产率高,材料消耗少、成本低等一系列的优点,目前已推广使用。但因其加工精度较低,工艺不够稳定,特别是生产批量小时难以采用,这些缺点限制了它的使用。齿形的有切削加工,具有良好的加工精度,目前仍是齿形的主要加工方法。按其加工原理可分为成形法和展成法两种。成形法的特点是所用刀具的切削刃形状与被切齿轮轮槽的形状相同,如图9-3所示。用成形原理加工齿形的方法有:用齿轮铣刀在铣床上铣齿、用成形砂轮磨齿、用齿轮拉刀拉齿等方法。这些方法由于存在分度误差及刀具的安装误差,所以加工精度较低,一般只能加工出9~10级精度的齿轮。此外,加工过程中需作多次不连续分齿,生产率也很低。因此,主要用于单件小批量生产和修配工作中加工精度不高的齿轮。展成法是应用齿轮啮合的原理来进行加工的,用这种方法加工出来的齿形轮廓是刀具切削刃运动轨迹的包络线。齿数不同的齿轮,只要模数和齿形角相同,都可以用同一把刀具来加工。用展成原理加工齿形的方法有:滚齿、插齿、剃齿、珩齿和磨齿等方法。其中剃齿、珩齿和磨齿属于齿形的精加工方法。展成法的加工精度和生产率都较高,刀具通用性好,所以在生产中应用十分广泛。一、滚齿(一)滚齿的原理及工艺特点滚齿是齿形加工方法中生产率较高、应用最广的一种加工方法。在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮作无侧隙强制性的啮合,见图9-24所示。滚齿加工的通用性较好,既可加工圆柱齿轮,又能加工蜗轮;既可加工渐开线齿形,又可加工圆弧、摆线等齿形;既可加工大模数齿轮,大直径齿轮。滚齿可直接加工8~9级精度齿轮,也可用作7级以上齿轮的粗加工及半精加工。滚齿可以获得较高的运动精度,但因滚齿时齿面是由滚刀的刀齿包络而成,参加切削的刀齿数有限,因而齿面的表面粗糙度较粗。为了提高滚齿的加工精度和齿面质量,宜将粗精滚齿分开。(二)滚齿加工质量分析1.影响传动精度的加工误差分析影响齿轮传动精度的主要原因是在加工中滚刀和被切齿轮的相对位置和相对运动发生了变化。相对位置的变化(几何偏心)产生齿轮的径向误差;相对运动的变化(运动偏心)产生齿轮的切向误差。(1)齿轮的径向误差齿轮径向误差是指滚齿时,由于齿坯的实际回转中心与其基准孔中心不重合,使所切齿轮的轮齿发生径向位移而引起的周节累积公差,如图9—4所示。齿轮的径向误差一般可通过测量齿圈径向跳动△Fr反映出来。切齿时产生齿轮径向误差的主要原因如下:①调整夹具时,心轴和机床工作台回转中心不重合。②齿坯基准孔与心轴间有间隙,装夹时偏向一边。③基准端面定位不好,夹紧后内孔相对工作台回转中心产生偏心。(2)齿轮的切向误差齿轮的切向误差是指滚齿时,实际齿廓相对理论位置沿圆周方向(切向)发生位移,如图9-5所示。当齿轮出现切向位移时,可通过测量公法线长度变动公差△Fw来反映。切齿时产生齿轮切向误差的主要原因是传动链的传动误差造成的。在分齿传动链的各传动元件中,对传动误差影响最大的是工作台下的分度蜗轮。分度蜗轮在制造和安装中与工作台回转中心不重合(运动偏心),使工作台回转中发生转角误差,并复映给齿轮。其次,影响传动误差的另一重要因素是分齿挂轮的制造和安装误差,这些误差也以较大的比例传递到工作台上。2.影响齿轮工作平稳性的加工误差分析影响齿轮传动工作平稳性的主要因素是齿轮的齿形误差△ff和基节偏差△fpb。齿形误差会引起每对齿轮啮合过程中传动比的瞬时变化;基节偏差会引起一对齿过渡到另一对齿啮合时传动比的突变。齿轮传动由于传动比瞬时变化和突变而产生噪声和振动,从而影响工作平稳性精度。滚齿时,产生齿轮的基节偏差较小,而齿形误差通常较大。下面分别进行讨论。(1)齿形误差齿形误差主要是由于齿轮滚刀的制造刃磨误差及滚刀的安装误差等原因造成的,因此在滚刀的每一转中都会反映到齿面上。常见的齿形误差有如图9-6所示的各种形式。图a为齿面出棱、图b为齿形不对称、图c为齿形角误差、图d为齿面上的周期性误差、图e为齿轮根切。由于齿轮的齿面偏离了正确的渐开线,使齿轮传动中瞬时传动比不稳定,影响齿轮的工作平稳性。(2)基节极限偏差滚齿时,齿轮的基节极限偏差主要受滚刀基节偏差的影响。滚刀基节的计算式为:pb0=pn0cosα0=pt0cosλ0cosα0≈pt0cosα0式中:pb0――滚刀基节;pn0――滚刀法向齿距;pt0――滚刀轴向齿距;α0――滚刀法向齿形角;λ0――滚刀分度圆螺旋升角,一般很小,因此cosλ0≈1。由上式可见,为减少基节偏差,滚刀制造时应严格控制轴向齿距及齿形角误差,同时对影响齿形角误差和轴向齿距误差的刀齿前刀面的非径向性误差也要加以控制。3.影响齿轮接触精度的加工误差分析齿轮齿面的接触状况直接影响齿轮传动中载荷分布的均匀性。滚齿时,影响齿高方向的接触精度的主要原因是齿形公差△ff和基节极限偏差△fpb
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 yao0822
yao0822
本文标题:轴类零件的材料与热处理
链接地址:https://www.777doc.com/doc-5109330 .html