您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 造纸印刷 > 不干胶标签印刷加工实用指南
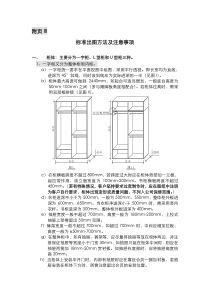
不干胶标签印刷加工实用指南一、不干胶材料的外观检查为了尽可能地避免由不干胶材料本身的质量问题引起的不干胶标签印刷故障,在印刷加工前,有必要先对不干胶材料的外观质量进行认真检查,以便在印刷前就能及时发现可能引起印刷加工质量问题的缺陷。1、检查不干胶材料是否有毛边卷筒不干胶材料边缘光洁、无损坏,是确保不干胶标签印刷质量的基础,所以,印刷加工前一定要仔细检查卷筒不干胶材料的分切边缘是否有毛边,是否因储运不当而出现了破损,并且要将卷筒不干胶材料卷下4—5圈,仔细检查其分切边缘。2、检查不干胶材料上是否有裂纹不干胶材料在分切时,如果分切刀具调整不合适或刀刃不够锋利,都会在不干胶材料的面纸或底纸上出现裂纹,裂纹处拉出的纤维又会被粘合剂粘住。裂纹的发生可能是连续的,也可能是随机的,可能出现在卷筒不干胶材料的一边,也可能两边都有,所以,不干胶材料上机印刷前,不定要仔细察看其底纸和面纸上是否有小的裂纹。然后,取一段经过上述检查的样纸,剥于底纸再次检查一下面纸和底纸上是否有裂纹,因为裂纹有时是非常小的,只有分开底纸和面纸后才能发现。值得注意的是,由于油墨和粘合剂在印刷过程中会逐渐积存到印刷机的导纸辊上,也会引起不干胶材料边缘出现裂纹。所以,即使已经开始印刷,也不能忽社上述问题。3、检查不干胶材料边缘是否粘连,底纸是否漏涂硅不干胶材料边缘粘连或底纸上有部分区域漏涂硅油,在印刷加工过程中均会引起排废时面纸断裂,不能正常生产。所以,印刷前先要取一段长1米左右的不干胶材料,用手剥开,看看边缘或其它部分有无不能顺滑一致剥开的部分。通常,面纸和底纸边缘粘连都发生在整卷涂布的不干胶材料的一个分切卷上,而且一般只发生在外层7—10米处,所以,遇到分切的卷筒不干胶材料边缘有粘连,不要马上就断言整卷纸都有此毛病。此外要注意,剥离重量轻的面纸(如60G/平方米和80G/平方米的面纸)比剥离重量重的面纸所用的力要大,面纸越轻,剥离时手感越紧。也正因为如此,有时按客户所要求的形状去模切客户所选择的不干胶材料时,无法在常规印刷速度下完成。4、检查卷筒不干胶材料分切端面是否平直、复卷松紧是否一致如果卷筒不干胶材料的分切端面不齐,不仅会影响印刷时的套准,而且会因模切位置发生变化而发生排废困难;复卷时松紧不一致则会引起印刷时纸张力的变化,张力不均同样会造成印刷质量问题。二、印刷故障与排除不干胶材料通常在标签联动机上印刷与加工,最常见的印刷形式为凸印,其它印刷方式也有应用。在印刷阶段常见的故障有:故障1印刷后的标签表面墨层不干,干燥慢或墨层一擦就掉原因:印刷墨层太厚,墨量太大以及油墨中所使用的添加剂不合适、油墨变性或使用的油墨种类不合适等都会造成印刷后的标签墨层不干、干燥慢或墨层一擦就掉;此外,机器运转速度太快、干燥装置的烘干、固化功率太低或者干燥时间太短同样会使油墨得不到充分干燥;而生产车间的温度过低,则会影响油墨的干燥速度,也将导致上述故障。解决的办法是:1、采用深墨薄印的方法来减少墨层的厚度;2、使用干燥快的专用油墨;3、使用配套的添加刘,加放配套的干燥剂;4、采取措施,延长印刷品的干燥或固化时间;5、提高室温,适量排风,加快油墨干燥速度。故障2薄膜表面印刷墨层附着牢度差,易掉墨如果薄膜表面未经电晕处理,或薄膜的表面张力低于油墨的表面张力,油墨就不易附着;没使用的油墨与薄膜材料特性不匹配或使用的不是专用油墨时,也会产生此类故障;而使用过期或失效油墨也不可避免地出现此类故障。另外,烘干装置(UV或红外热风干燥)功率低,致使油墨不能完全干燥或印刷墨层太厚、墨量太大、油墨粘度太大致使长时间烘干后油墨脆化,也将导致薄膜表面印刷墨层附着牢差差,易掉墨。解决的办法是:1、提高承印材料的表面张力,要求表面张力值要达到38达因/厘米以上;2、轮转标签机应安装电晕装置,通过随机电晕算是业提高薄膜的表面张力;3、可先用透明的芗列陀湍性ざ┐虻桌刺岣叱杏〔牧系谋砻嬲帕Γ?br4、选用与承印材料匹配的专用油墨和配套添加剂;5、提高烘干或固化功率,或降低机器运行速度,增加烘干时间;6、印刷墨层要尽量薄,墨量要尽量少,必要时可单色多次叠印;7、推荐印刷后进行UV上光,以保护印刷墨层,增加墨层的附着牢度。故障3印在FASCLEAR和PRIMAX上的油墨附着牢度差原因:FASCLEAR和PRIMAX材料均为柔软的亚光表面,表面强度差,用指甲轻划即会出现划痕,无论其表面张力是高是低,都会出现油墨附着牢度差的问题,而且,即使是在其它承印材料上不会出现附着牢度问题的油墨,印在FASCLEAR和PRIMAX材料上也会出现油墨附着牢度差的问题。此处的所谓掉墨,实际上是承印材料的表面被损坏了,与油墨根本无关。解决问题的办法是:在油墨和上光油中加放硬化剂,或购买加有硬化剂的油墨,通过增加油墨和上光油的耐摩擦强度与硬度来达到改善油墨在FASCLEAR和PRIMAX材料上的附着牢度的目的。故障4卷筒易碎纸端面渗胶后,无法开卷印刷原因:分切复卷小卷时复卷张力太大,导致复卷太紧,会引发此故障;仓储或印刷车间温度太高也会导致此故障;而遭受挤压或仓储时间过长也是导致此故障的原因之一。解决问题的办法是:1、除针对上述原因改善相应的仓储和加工条件外,还可用酒精擦抹渗胶端面,使粘合剂稀释,降低其粘度,以利于开卷;2、轻轻开卷,两端上粉并重新缓慢复卷;3、改善后的卷筒不干胶材料在间歇式输纸的标签机上要慢速印刷和模切。故障5印刷后的薄膜表面局部掉墨——油墨附着牢度不一致原因:其一多色叠印时,底层油墨尚未完全干燥即被表面油墨所遮盖;其二,由于墨层过厚,造成暴露在外的同色油墨已完全干燥,而压在底下的油墨仍得不到干燥;其三,单色组的UV固化功能;解决的办法是:1、减薄墨层的厚度;2、增加VU干燥装置的固化功率;3、降低机器速度,增加油墨固化时间,可采用单色多工位固化;4、在工艺设计上要尽可能避免墨层叠印,可采用图形边缘涨色并列印刷的工艺;5、增大电晕处理装置的功率,提高承印材料的表面张力,使油墨更易干附着,从而增加油墨的附着牢度;6、使用固化速度快的油墨或在油墨中增加光敏剂(干燥剂)。故障6实地印刷墨层表面鱼眼原因:鱼眼是由纸毛,纸屑或者灰尘造成的。出现鱼眼既与环境的清洁程度和车间密馇榭鲇泄兀灿刖驳缬泄兀蛭驳缁峤页竞椭叫嫉仍又饰降匠杏〔牧媳砻妫怀鱿钟阊刍褂氤杏〔牧媳旧淼闹柿坑写牛芏炔痪龋坎憷喂潭鹊停宋糖依喂潭鹊偷某杏〔牧暇腿菀壮鱿钟阊畚侍猓涣硗猓智兄柿坎缓茫智芯鹊偷某杏〔牧弦惨壮鱿钟阊畚侍狻?br解决问题的办法是:1、改善、净化生产环境,有条件的印刷厂家应对印刷机进行密封管理;2、在印刷机上安装静电消除器和承印材料清洁器,以防止灰尘和纸屑遗留在承印材料表面;3、选用高质量的承印材料,要求其表面涂层要有较强的牢固度,不易胶落;4、提高卷筒材料的分切质量,防止材料端面或周边产生碎屑;5、定期清洗印版和印刷机的输墨系统;故障7纸张类材料掉粉原因:纸张自身质量差,表面涂层牢固度低就容易掉粉;环境潮湿或材料本身的问题使承印材料涂层表面强度降低或油墨粘度太大也容易造成掉粉故障;另外,掉粉还同标签的压机方有关。解决问题的办法是:1、选用优质承印材料,尤其是大面积实地印刷时;2、降低油墨粘度,要求各色序所用的印刷油墨的粘度要依次递减;3、改善材料的储存环境和印刷环境,降低环境湿度;4、在工艺设计上变实地印刷为平网印刷;5、正式印刷前先走空纸进行预印,可以去掉部浮粉;6、改换印刷设备压印方式,减少印刷接触面积。故障8单印印刷套印不准原因:(1)纸张尺寸不稳定造成的套印不准。由于纸张所处的印刷加工环境同复合制造时环境湿度不同造成纸张尺寸变化;纸张表面水分含量不均匀,造成纸张四边变形或局部变形;同一规格尺寸的纸张中,由于部分纸张的纤维方向不一致,造成其收缩率不同;而车间的温度、湿度不稳定则会造成较大幅度的纸张尺寸变化。解决问题的办法是:1、将印刷车间渐度控制在20—22摄氏度,相对湿度控制在50%。2、将润版液用的控制在最低水平,以减少纸张的抽涨变形;3、尽量使用多色印刷机一次走纸完成多色印刷;4、采用单色机多次印刷进要保护好半成品,最好用塑料布密封,尤其是在雨季;5、使用纤维方向一致的纸张,不同纤维方向的纸张要分别堆放,印刷;6、在条件允许的情况下,纸张应提前进入印刷车间,使其有充分的时间与环境温湿度取得平衡。7、对湿度过大的纸张,可采用预先空印的方法,加快其与环境在温湿度上的平衡;8、对需要进行烫金和模切的小标签,应先印刷,待其尺寸稳定后,再对照实际尺寸制作烫金版和模切版。原因(2):其它原因引起的套印不准。1、纸张渗胶,使前规、侧规不到位,导致套印不准;2、纸张裁切定位时由于发生纸张回弹,歪斜而造成同一纸垛中的纸张不对正;印刷时难以套准;3、理纸折痕造成纸张变形过大,引起民套印不准;4、由静电吸附造成套印不准;5、装版时,由于各色版拉伸变形,松紧不同,造成套印不准;6、各色组橡皮布包衬不一致,变形量不一致造成套印不准;7、滚筒衬垫增减方法不正确造成套印不准;8、由输纸机构和传纸机构的原因造成套印不准。解决问题的办法是:1、使用不渗胶、合格的不干胶材料,要用涂撒滑石粉或用胶带粘的方法来改善渗胶情况;2、提高裁纸精度,必要时可重新裁切,并要正确理纸,不可变形过大;3、安装静电消除器控制静电,并安装加湿器来控制车间温湿度;4、通过打样,使上版,包衬、橡皮布松紧一致,以保证套准;5、全套机组更换橡皮布或包衬,使各色组的橡皮滚筒弹性变形一致;6、提高印刷机精度,保证正确传纸、输纸。故障9版面墨色不一致原因:印版压力不均匀或版面上着墨量不均匀。解决问题的方法是:1、调整压力,重新垫版台;2、调整墨斗或输墨系统,使着墨辊给墨量一致。故障10线条或网点处糊版,变形原因:墨量过大,着墨辊与印版之间的接触压力过大或印刷压力太大是导致糊版、网点变形的主要原因。解决问题的方法是:1、适当减少墨斗辊的输墨量;2、减轻着墨辊与印版间的接触压力;3、降低印刷压力或对垫版台进行局部调整。故障11印刷品蹭脏、污背、粘连原因:油墨未完全干燥或墨量太大。解决问题的方法是:1、降低印刷速度;2、调整油墨,加放相应的助剂;3、可上晾纸架分层堆放;4、适当减少上墨量。三、模切故障与排除故障1平压平式模切中底纸被切穿原因:底纸厚薄不匀;一块模切版上的标签数量太多,面积过大;模切版不平整,精度低;模切机构精度低造成模切不稳定;模切衬垫板不平整或有凸起点;模切刀片选择不正确。解决问题的办法是:1、尽量选用较厚的底纸或用均匀度较好的材料作底纸;2、提高模切版精度,必要时请专业厂家来制造;3、使用平整度好的衬垫板,并定期检查,清洁和更换料垫板;4、可采用大面积印刷后先纵切而后再小面积模切的方法;5、使用高精度的专用不干胶模切刀片来制作模切版。故障2模切后排废时,纸边经常断裂,无法正常开机原因:模切版或垫板不平整,导致纸边局部未切断;机器速度太快或太慢,造成不干胶承印材料牵引张力不合适;排废边太窄,标签尺寸太大或太细长,不易排废;标签与底纸间离型力太大,纸边承受不了反拉力;标签外形特殊,排列不合理,排废困难。解决问题的办法是:1、提高模切版精度,减小模切面积;2、模切底板要平整,并定期更换;3、正确调整排废张紧力;4、正确设置废纸边的尺寸,以提高其抗拉强度;5、换用剥离力合适的不干胶标签材料;6、根据标签外形合理排版,使其便于排废。故障3排废时签同奖咭煌蚁?br原因:模切压力不均匀,造成模切深浅不一致,使部分纸边未被切断;模要版使用时间过长;刀片太钝,导致面材被压进底纸但未被切断;机器右速度不合适,太慢或太快,影响排废;排废纸边太窄,断裂时出现掉标现象;纸边的排废角度不合适,选用的不五胶材料不合适;底纸和面纸间的离型力太小;标签面积太小,排列方法不合适;生产车间的温度过低堇视,使粘合性能发生改变。解决问题的办法是:1、调整模切版,提高模切精度,可在版面粘贴海绵;2、变换机器速度,调整纸边的排废角或更换排废辊;3、使用离型力合适的不干胶材料,并合理安排排废边宽度;4、保持车间的最佳温湿度,使粘合剂必
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 带鱼吃肚皮
带鱼吃肚皮
本文标题:不干胶标签印刷加工实用指南
链接地址:https://www.777doc.com/doc-53279 .html