您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 影响液压软管接头总成质量的因素
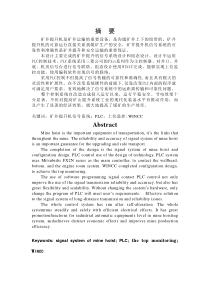
影响高压软管总成质量的因素影响液压软管接头总成质量的因素一、液压软管接头总成的构成和分类液压软管接头总成由胶管和金属接头两部分构成。主要按工作压力范围和胶管与接头的连接形式来分类。1.按工作压力范围分类1)低压工作压力在3MPa以下,主要是棉线(纤维)编织的液压胶管。主要用于控制油路、汽车刹车管路以及某些液压机床中。2)中压工作压力在3~10MPa之间,主要是钢丝编织的Ⅰ,Ⅱ型大通径(25以上)液压胶管。主要用于中、低压油路和回油路3)高压工作压力在10~31.5MPa之间,主要是钢丝编织25以下的Ⅰ,Ⅱ,Ⅲ型和钢丝缠绕管。主要用于高压系统。4)超高压工作压力在31.5MPa以上,主要是钢丝编织31.5通径以下的钢丝缠绕管。随着超高压大功率液压机械的发展,对它的需求愈来愈大。2.按胶管与接头的连接方式分类有:有可拆式和扣压式1)扣压式胶管接头总成是胶管与接预配后,用外力迫使接头外套在冷态下向内收缩一定尺寸,使胶管与接头连接可靠。2)可拆式总成,其接头与胶管是通过有外锥的芯子压缩胶管的内胶层,使其紧贴接头套的内锥。即靠芯子与接头套之间形成的倒锥形间隙,同时压迫胶管的内外胶层来连接。但连接质量不稳定。所以国内专业厂家一般采用扣压式。二、液压胶管接头总成结构和性能的关系。1、胶管液压胶管由内胶层、增强层和外胶层组成(如图7),内胶层直接与油液接触,故要求在长期工作状态下不应受流体腐蚀,能防漏。在增强层作用下能承受一定压力。因此,宜采用丁腈橡胶,除胶料外,影响性能的主要因素还有内胶层的硬度、厚度和永久变形量。硬度和永久变形量对密封性能影响很大。一般硬度高、压缩后的永久变形量小,密封性能则愈好。一般是在70~85邵氏硬度,压缩永久变形50%时为最好。内胶层厚度最好为1.5~2.5mm,太厚会在扣压时增加其流动量,造成多余的胶在接头芯套与胶管的接触端面内堆积,减小流通截面;太薄会在扣压时被压裂。同时内胶层壁厚均匀性也很重要。如果厚度不均,压缩后会造成一面裂断、一面堆胶。内胶层表面出现的麻坑也是影响性能质量的重要因素。2)液压胶管主要依靠增强层来承受压力。编织胶管是靠胶浆与内外胶层粘牢,由于同一编织层内钢丝之间的相互接触,在承受动压时会因各自伸缩不一而造成钢丝相互之间的磨擦而影响其耐久性。而缠绕管是由缠绕方向不同的两层形成一个工作层,在两层之间有中间胶,因此同一工作层的两层钢丝之间没有交叉点。所以不会在承受动压时同于钢丝间的交叉弯曲而形成应力集中或摩擦磨损。故耐久性好,能承受高压。3)液压胶管的外胶层粘在增强层上起保护作用,一般采用氯丁橡胶。应注意防止其老化龟裂而影响整个胶管的寿命。2.接头扣压式胶管接头由接头芯子、螺母、和外套组成。1)接头芯子,其影响性能的主要因素为芯杆长度、结构形状、壁厚和材质。从密封和防止拔脱的角度,要求芯杆愈长愈好,但太长会浪费材料和增加制造成本。另外,为防止扣压时芯子端部造成堆胶,一般设计要求其长度比外套略长即可。2)芯杆部结构形状有多种,其中主要有R槽(图1)和锯齿形槽(图2)都可增大摩擦面,为橡胶流动提供容胶槽。目前钢丝编织管都用R槽,压力更高的缠绕管则用锯齿形槽。3)材质:接头芯子材料一般采用20#,35#,45#碳素结构钢,为防止扣压时芯子内孔变形而增加液阻,芯子壁厚应注意选取,一般为1.5~3.5mm,通径大取大值,芯子外圆与胶管内孔不允许过大的过盈量,会损伤内胶,使装腔配困难。芯子内孔过小会增加液阻造成压降损失。由于芯子外圆直径受到上述限制。而胶管本身的尺寸变化又大,为了达到接头总成性能最小通过量的要求,必须通过优化扣压量来解决。3.接头外套。其形状如图3。其内孔尺寸应适当大于增强层尺寸,否则无法装入,甚至会造成增强层彻底散头现象。一般间隙为1~1.5mm。外套内部的槽形会直接影响接头质量。目前有直孔无槽式、锯齿槽式以及环形和锯齿槽组合式。(图3)棉线(纤维)编织胶管因使用压力低,拔脱力小,都采用无槽式结构。钢丝编织胶管在扣压时其增强层易产生弯曲变形,多采用锯齿形。钢丝缠绕管一般层数较多,增强层的单边厚度最大可达3.6mm,扣压时要使增强层形成波浪形变形而嵌入槽内就必须采用环形和锯齿形槽相组合,这种槽形比锯齿槽宽2/3,其抗拔脱力更强。三、扣压工序是影响质量的最主要因素。影响扣压式胶管接头总成质量的最主要工艺因素是扣压工序。目前主要有两种扣压方式,一种是轴向推入式(图4)可在通用压机上用专用模具来实现。其扣压量不易调整,在扣压过程中容易损伤外套外表面。为了取出扣压件。必须把模具做成对开式。这就有合缝,使成品外观不好。另一种为径向扣压式(图5)其模具有对开、三瓣、六瓣和八瓣模之分。适合批量生产一般用六瓣和八瓣模具,保证扣压质量的基础是正确掌握胶管的内胶压缩量和外套的扣压量。根据生产实践的检验。可采用以经验公式来计算内胶压缩量比较简便(参看图6和图7)。t=(B-e+f)×xt-内胶压缩量(或外套扣压量、单边)mm、B-内胶单边厚度,mm;(B可直接测量,也可按下式计算)B=(d2-d)/2-nt1d-胶管钢丝层外径,mmd-胶管内径,mmn-中胶层数(二层钢丝,一层中胶;三层钢丝2层中胶)t-中胶层厚度,其值为0.3mme-接头芯子对胶管内孔扩张的涨量mm,e=(d2-d)/2d1-芯子外径,mmlf-接头套与胶管钢丝层外径的间隙,mmf=(d3-d2)/2d3-接头套内径,mmx—内胶层压缩量的百分数(钢丝编织胶管为40~50%,一层钢丝时取42%;二层钢丝时取44%;三层钢丝时取48%;钢丝缠绕管取55~65%;棉线纤维编织管取20%左右。)对于不剥外胶的纤维编织管B=(胶管外径-胶管内径)/2。扣压后的套子外径D=D-2t.高压油管质量问题及解决办法液压技术在近40年来有很大发展,已广泛应用于各个工业领域,尤其是在工程机械上,如各种装载机!挖掘机!推土机等液压传动主要包括动力元件!执行元件!控制调节元件!辅助元件和工作介质其中,液压辅助元件包括油箱!油管!管接头!滤油器!冷却器等从液压传动工作原理看,这些元件是起辅助作用的,但对保证液压系统有效地工作以及提高系统的工作效率和使用寿命等影响极大尤其是其中的液压软管!硬管!管接头等液压管路件的正常工作与否更会影响到整个液压系统的有效工作本文将从液压管路件的相关知识入手,联系工程机械实际,分析常见的液压管路件故障问题,并提出相应的解决办法1工程机械中常用的液压管路件工程机械中常用的液压管路件有液压软管!液压硬管及管接头各管路件又分为不同的种类,应用于不同的场合1.1液压软管的分类及应用[1]常用软管有尼龙管!塑料管!树脂管!橡胶管等尼龙管是一种新型的乳白色半透明管,受压能力因材料而异,目前大都在低压管路中使用尼龙管加热后便于弯曲成形!扩口,冷却后又可固定成形,有着广泛的使用前途耐油塑料管价格便宜,装配方便,但承压能力低,只适于工作压力较小的管路中,如回油路!泄油路等处,塑料管长期使用后会变质老化橡胶软管适用于两个相对运动件之间的连接,但不宜接在液压缸与调速阀之间,否则运动部件容易产生爬行现象橡胶软管由耐油橡胶制成,按不同的高!中!低压力等级,加钢丝!帆布!棉线等作为加强层工程机械中常用的是中高压钢丝编织或钢丝缠绕胶管,并根据装配连接的方便做成总成的形式1.2液压硬管的分类及应用硬管有无缝钢管!紫铜管!黄铜管等紫铜管易弯曲成各种形状,但承受压力低,抗腐能力较弱,又易使油液氧化,使用较少紫铜管一般只用于液压装置内部配接不变处黄铜管虽可承受较高压力,但不如紫铜管那样容易弯曲成形钢管能承受高压!价格低廉!耐油!抗腐和钢性都较好,但装配中不能任意弯曲,常用于装配方便的压力管道处,中高压系统均采用无缝钢管,低压系统用焊接钢管1.3管接头的分类及应用[2]管接头是油管与油管!油管与液压元件!油管与集成块间可拆式连接件管接头种类很多,按接头的通路分为直通!直角!三通等形式;按油管和管接头的连接方式分为焊接式!管端扩口式!扣压式等;按管接头与机体的连接方式分为螺纹式!法兰式等管接头应该满足装拆方便!连接牢固!密封可靠!外开尺寸小!通油能力大!压降小!工艺性能好等要求2工程机械液压管路件常见故障工程机械中液压管路件常见故障主要有液压胶管总成故障和液压钢管总成故障!管接头故障3种液压胶管总成是液压胶管(钢丝缠绕!编织胶管,棉线胶管等)与管接头(芯子!外套!螺母或法兰芯)经专用设备扣压连接形成组合件,可直接与液压管路中其它部件装配连接液压钢管总成一般由无缝钢管与管接头焊接而成,也有将卡套!螺母直接装配在钢管上的卡套式总成2.1液压胶管总成故障的类型!原因及解决办法对液压胶管总成来说,扣压部位是整个总成的最薄弱部位,发生的质量问题多集中于此此外,由于橡胶存在老化问题,当超过一定期限时,扣压部位也会发生渗漏因此,液压胶管总成属于易损件,应定期更换,以免酿成事故液压胶管总成常发生的故障类型有如下6类:扣压部位渗漏!胶管炸裂!胶管砂眼漏油!胶管总成接头处漏油!胶管外胶龟裂!胶管内壁清洁度2.1.1扣压部位渗漏由于扣压尺寸控制不好,橡胶老化将引起扣压部分渗漏在实际操作中,橡胶管与芯子的配合尺寸和扣压量的选择至关重要橡胶本身的伸缩变形造成其尺寸控制较难,目前国内!外技术都没有办法将其公差控制在较小的范围内如沈阳ISR公司生产的19管,公称直径内孔为19?0.5mm,二层钢丝编织增强层外径为27.5?0.8mm而根据国标或部标,选用的芯子外径为19?0.1mm,外套内孔为28.5?0.1mm,外径为37?0.1mm要将管芯装配在一起,累积公差就有?1.4mm,而橡胶的最佳压缩比为0.42~0.5mm,若再考虑到扣压后芯子和外套的收缩变形,那么单靠控制其扣压量就希翼达到最佳压缩比是比较困难的尽管从理论上来说容易控制,但在批量生产的实际操作中困难较大主要原因有:1)橡胶管原因橡胶管尺寸精度不统一,即使同一批胶管,不同的部位,其内孔尺寸也不一致,这是由目前胶管的生产工艺决定的现在的胶管生产工艺有有芯编织和无芯编织两种,均只能将尺寸控制在公差范围内而不能保持均匀一致性;内胶配方和生产不能保持其硬度和成形收缩比的一致性2)芯子!外套尺寸的影响芯子外径和外套内径尺寸是影响扣压量的关键尺寸,目前国内生产工艺都是根据外套的收缩量来控制扣压量的而芯子和外套的尺寸公差引入的扣压量误差却为0.3mm3)芯子!外套收缩变形的影响芯子!外套材质不同,其机械性能的差异所引起的扣压后变形收缩量也不一样如果外套硬度低,扣压后塑性变形的内应力小,锁紧力就小;外套硬度高,就可能会将钢丝增强层扣断,扣压后内孔收缩后呈多边形(目前均采用多瓣式哈夫扣压机扣压),因而造成锁紧力不均,对密封极为不利如果芯子硬度不一致,也会造成扣压后其收缩变形量不同,硬度高,变形小,易造成钢丝断裂;硬度低,变形大,芯子尾端与胶管配合处呈鞍形,橡胶实际压缩量小,容易造成渗漏另外,因芯子!外套的内外径尺寸的偏心也会造成扣压时变形量不均匀,对密封性能也是极为不利的所以,改进胶管生产工艺!有效控制芯子和外套的材料及扣压量等措施均可有效控制扣压部分的渗漏2.1.2胶管炸裂胶管炸裂有两种现象,首先是炸口位置:一是炸口位置在胶管两端离外套25cm之内,二是炸口在距外套25cm之外;其次是炸口形状:一是炸口无规则状;二是炸口较规则,呈线形根据胶管炸口的距离和形状可以判断胶管总成故障为胶管总成制造原因!胶管自身原因两类如果胶管炸裂处在离外套25cm之内,这属于胶管总成的制造原因扣压量太大,会使钢丝被扣断;系统压力过高,外套处是总成的最薄弱环节,也会引起炸裂;胶管使用工况较为恶劣,工作时伸缩频次较快,在工作时同时有伸缩变形应力和扭曲应力,都会影响胶管的使用寿命因此控制扣压量及系统压力,改变工况等都可以较好地削弱胶管总成的制造原因造成的破坏例如某机械厂50型装载机铲斗升降臂油缸所用的19-L1152BZ油管,铲斗在工作时,油管不仅要承受弯曲应力,同时还要承受扭曲应力,因此其故障频率高后经技术改进,将胶管长度加长为1252mm,减少了弯曲和扭曲应力的影响程度,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[重庆]办公楼精装修劳动力、机械设备计划](/doc-116669.png)
 探花888
探花888
本文标题:影响液压软管接头总成质量的因素
链接地址:https://www.777doc.com/doc-5376655 .html