您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 车床的装配顺序和方法设备大修装配工艺过程
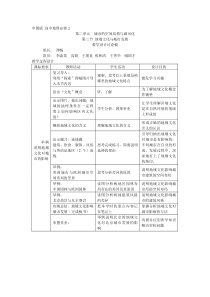
4.4车床的装配顺序和方法4.4.1设备大修装配工艺过程学习目标知识目标——1.了解CA6140车床的装配顺序2.掌握装配技术要求技能目标——掌握CA6140车床装配精度要求情感目标——养成善于观察、独立思考的良好习惯重点与难点学习重点:CA6140车床装车顺序及要求学习难点:CA6140总装配后的工作精度。引入策略总装配要求解决组成机床各个部件之间的联系尺寸及相互之间的传动要求。所以要根据机床的传动要求来确保各项几何精度。只有各个部件的修复质量和精度都能达到要求后,才有条件保证机床总装配后的工作精度。学习内容一、床身与床脚的安装首先在床脚上装置床身,并复验床身导轨面的各项精度要求,因为床身导轨面是机床的装配基准面,又是检验机床各项精度的检验基准,床身必须置于可调的机床垫铁上,垫铁应安放在地脚螺钉孔附近,用水平仪检验机床的安装位置,使床身处于自然水平状态,并使各垫铁均匀受力,保证整个床身搁置稳定。检验床身导轨的几何精度,应达到如下要求。1.床鞍用导轨直线度:在垂直面内,全长上为0.03mm,在任意500mm测量长度上为0.015mm,只许中凸;在水平面内,全长上为0.025mm。2.床鞍导轨的平行度全长为0.04mm/1000mm。3.床鞍导轨与尾座导轨的平行度:在垂直平面与水平面内全长上均为0.04mm;任意500mm测量长度上为0.03mm。4.床鞍导轨对床身齿条安装基面的平行度:全长上为0.03mm,在任意500mm测量长度上为0.02mm。二、床鞍与床身导轨配刮,安装前后压板1.床鞍与床身导轨结合面的刮削要求:表面粗糙度不大于Ral.6μm。接触点在两端不小于12点/(25mm×25mm),中间接触点8点/(25mm×25mm)以上。床鞍上面的横向导轨和它的下导轨的垂直度要求,应控制在0.015mm/300mm之内,且使其方向只许后端偏向床头,并保证精车端面的平面度要求(只许中凹)。2.床鞍硬度要低于床身的硬度,其相差值不小于HB20,以保证床身导轨面的磨损较少。3.在修刮和安装调整好前后压板后,应保证床鞍在全部行程上滑动均匀,用0.04mm塞尺检查,插入深度不大于10mm。三、安装齿条保证齿条与溜板箱齿轮具有0.08mm的啮合侧隙量。四、安装溜板箱、进给箱、丝杠、光杠及托架保证丝杠两端支承孔中心线和开合螺母中心线在上下、前后对床身导轨平行,且等距度允差小于0.15mm。调整进给箱丝杠支承孔中心线、溜板箱开合螺母中心和后托架支承孔中心三者对床身导轨的等距度允差,保证上母线公差为0.01mm/100mm,侧母线公差为0.0lm/100mm。然后配作进给箱、溜板箱、后支座的定位销,以确保精度不变。五、安装主轴箱主轴箱以底平面和凸块侧面与床身接触来保证正确安装位置。要求检验心轴上母线公差小于0.03mm/300mm,外端向上抬起,侧母线公差小于0.015mm/300mm,外端偏向操作者位置方向。超差时,通过刮削主轴箱底面或凸块侧面来满足要求。六、安装尾座尾座的安装分两步进行。第一步,以床身导轨为基准,配刮尾座底面,经常测量套筒孔中心与底面平行度,尾座套筒伸出长度100mm时移动溜板,保证底面对尾座套筒锥孔中心线的平行度达到精度要求。第二步,调整主轴锥孔中心线和尾座套筒锥孔中心线对床身导轨的等距离,上母线的允差为0.06mm,只许尾座比主轴中心高,若超差,则通过修配尾座底板厚度来满足要求。七、安装刀架保证小刀架移动对主轴轴心线在垂直平面内的平行度,允差为0.03mm/100mm,若超差,通过刮削小刀架转盘与横溜板的接合面来调整。八、安装电动机、挂轮架、防护罩及操纵机构。九、静态检查车床总装配后,性能试验之前,必须仔细检查车床各部是否安全、可靠,以保证试运转时不出事故。(1)用手转动各传动件,应运转灵活。(2)变速手柄和换向手柄应操纵灵活、定位准确、安全可靠,手轮或手柄操作力小于80N。(3)移动机构的反向空行程应尽量小,直接传动丝杠螺母不得超过1/30转,间接传动的丝杠不得超过1/20转。(4)溜板、刀架等滑动导轨在行程范围内移动时,应轻重均匀和平稳。(5)顶尖套在尾座孔中全程伸缩应灵活自如,锁紧机构灵敏,元卡滞现象。(6)开合螺母机构准确、可靠,无阻滞和过松现象。(7)安全离合器应灵活可靠,超负荷时能及时切断运动。(8)挂轮架交换齿轮之间侧隙适当,固定装置可靠。(9)各部分的润滑充分,油路畅通。(10)电器设备起动、停止应安全可靠。学习评测简答题CA6140型车床的装配顺序小结与作业作业:习题册相关习题小结:1.CA6140型车床的装配顺序和方法
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 掉了两颗门牙
掉了两颗门牙
本文标题:车床的装配顺序和方法设备大修装配工艺过程
链接地址:https://www.777doc.com/doc-5431543 .html