您好,欢迎访问三七文档
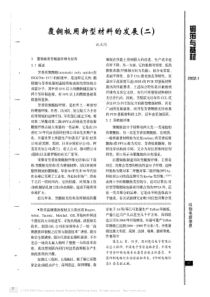
叶轮叶片曲面加工方法叶轮是涡轮式发动机的核心部件,被广泛应用于航天、航空及其它工业领域,其加工质量对发动机性能有决定性地影响。由于叶轮叶片的形状是机械中最难加工的复杂曲面,所以,叶轮的加工长期以来一直是一个技术难题,倍受各国工业界的关注。各工业发达国家曾先后研制出多种加工方法,如:最初的采用铸造成型后修光法、石蜡精密铸造法、电火花加工法、三坐标仿形铣削法等。但这些早期的加工方法,不仅加工效率较低,而且叶轮质量也较差。直到数控技术被应用到叶轮的加工中,才使叶轮的加工技术得到了跨越性发展。当前国内外叶轮数控加工方法主要有:点铣法和侧铣法。点铣法质量容易保证,但加工效率极低,而侧铣法较点铣法效率高许多,但涉及的关键技术较多,目前,国外侧铣法应用较普遍。叶轮加工的复杂性主要在于其叶片是复杂的曲面造型。而且能否精确的加工出形状复杂的叶轮己成为衡量数控机床性能的一项重要标准。曲面根据形成原理可以分为直纹曲面和非直纹曲面。直纹面又可以分为可展直纹面和非可展直纹面,对于可展直纹面,完全可以使用非数控机床加工。而对于非可展直纹面和自由曲面叶片的整体叶轮来说,则必须用四轴以上联动的数控机床才可以准确地加工出来。由于数控机床具有四轴联动或五轴联动的功能,则利用它进行叶片加工时,既可以保证刀具的球头部分对工件进行准确地切削,又可以利用其转动轴工作使刀具的刀体或刀杆部分避让开工件其他部分,避免发生干涉。按叶轮的曲面形状的不同,可以采取点铣法或侧铣法,下面分别介绍:第一类:点铣法,即用球头刀按叶片的流线方向逐行走刀(加工一个叶片一般需50~200次走刀),逐渐加工出叶片曲面。这种方法在自由曲面型叶片上普遍采用,在一小部分直母线型叶片上也采用。我国航天用的转子、风扇都采用这种点铣法。以航天部某机器厂加工某型号叶轮为例,叶轮材料为TC6钛合金。其加工方法即是在四轴联动的机床上利用圆柱球头铣刀进行点铣加工。即从叶片顶部开始,沿叶片的流线方向,用球头刀的刀头部分对其进行切削,当其走刀行程加工完一侧的一条流线后,经过退刀及进刀后,刀具即向轮毂方向移动0.3mm,进行下一次切削,直到叶片的一面加工完毕,再对另一面进行切削。如图1。利用这种方法加工出的叶片能够较精确地符合叶片设计型面的要求,精度较高,而且加工走刀方向和设计流线方向相同,对叶轮运行时的动力性能有利。但是其最显著的缺点为加工效率低下,上述所加工叶轮直径为279mm,叶片高度为40~75mm。用这种方法加工出一个完整的叶轮耗费机时500个左右,需占用机床一个月,耗费大量的机时费和人工费用。大大增加了产品的生产成本。而且,这种点铣的切削方式,只有刀具头部一点或一圈切削刃参加切削,刀具磨损严重,需要经常换刀及重磨刀具,生产成本进一步增加。第二类是侧铣法。即用圆柱铣刀或圆锥铣刀的侧刃铣削叶片曲面,它主要用于直母线型叶轮的加工。我国增压器模型叶轮已采用此种方法制造。这种铣削方法比采用点铣法能显著改善叶片的表面粗糙度以及显著提高叶轮的加工效率,但是我国国防工业中,由于对侧铣加工的方法有疑虑,很少采用侧铣的方法,使叶轮的加工效率低下。尽管非可展直纹面是非可展的(也就是说,存在于直母线两端的曲面法矢方向是不平行的),但它毕竟是由直母线沿导线扫描形成的。(以直纹抛物面为例,就是直母线的一端以直线为导线,而另一端以抛物线为导线,扫描而成的)也就是说,将曲面离散后,可以得到曲面上的一条条方向各不相同的直线。正是利用很大部分叶轮曲面为非可展直纹面这一特性。国外许多家公司已开始采用四轴侧铣来加工非可展直纹面叶片的整体叶轮。其中世界上最著名的美国NREC公司采用软件MAX5就能够完成为叶轮的四轴侧铣数控加工生成数控代码的工作。在该软件中采用了三项美国专利来解决用侧铣加工非可展直纹面的误差问题。用数控编程时进行的处理工作来避免理论切削误差。同时,软件中针对各种不同的叶轮形式还设计了切削路径的模板,可以直接生成刀具轨迹,然后根据具体情况再进行调整,这样可以大大地节约编程时间,提高效率。从理论上讲,利用四轴、五轴联动机床侧铣的方法来加工非可展直纹面,是有误差的。而且,对于直纹抛物面这种非可展直纹面来说,加工一个曲面时,刀具与工件的接触线越长,加工误差也就越大。针对这一问题可采用分片侧铣的加工方法进行非可展直纹面的叶轮叶片的加工。也能实现这一功能。分片侧铣就是利用侧铣的方法加工叶片,但并不是一次就将整个叶片从叶顶到叶根全部铣出。而是将叶片纵向分为几片,加工时首先用刀具侧刃加工最外面的一片。然后,进行退刀、进刀,再加工相邻的下一个分片。分片数越多,工件与刀具的接触线就越短,理论加工误差就越小。当分片数足够多时,加工误差就会符合工件要求。具体方法如图2。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 phantomcool
phantomcool
本文标题:点铣法和侧铣法
链接地址:https://www.777doc.com/doc-5661197 .html