您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 毕业设计-数控车床加工工艺设计及程序编程
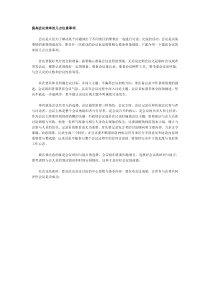
Xxx学院毕业设计1引言随着科学技术的发展,数控加工技术是现代制造技术的典型代表,在制造业的各个领域,包括军工、汽车、摩托车、模具、家电等行业应用日益广泛,已经成为这些行业不可缺少的加工手段。数控车削加工技术则是应用最为普及的一种数控加工技术。随着中国加入世界贸易组合,全球制造业出现向中国转移的倾向,国内对数控加工的需求也呈现出高速持续增长的趋势,大批大量的生产,如汽车、拖拉机与家用电器的零件,为了解决高产、优质的问题,多采用专用的工艺装备、专用自动化机床或专用的自动生产线和自动车间进行生产。但是应用这些专用设备进行生产,生产准备周期长,产品改型不易,因而使产品的开发周期增长。在机械产品中,但见于小批量产品占到70%~80%,这类产品一般都采用通用机床加工,当产品改变时,机床与工艺装备均需作相应的变换和调整,而且通用机床的自动化程度不高,基本上由人工操作,难以提高生产效率和保证产品质量。特别是一些曲线、曲面轮廓组成的复杂零件,只能借助靠模和仿形机床,或者借助划线和样板用于手工操作的方法来加工,加工精度和生产效率受到很大的限制。由于数控机床综合应用了电子计算机、自动控制、伺服驱动、精密见车与新型机械机构等方面的技术成果,具有高柔型、高精度与高度自动化的特点,因此,采用数控加工手段,解决了机械制造中常规加工技术难以解决甚至无法解决的单件、小批量、特别是复杂性面零件的加工。应用数控加工技术使机械制造业的一次技术革命,使机械制造业的发展进入了一个新的阶段,提高了机械制造业的制造水平,为社会提供了高质量、多品种及高可靠性的机械产品。目前应用数控加工技术的领域已从当初的航空工业部门逐步扩大到汽车、造船、机床、建筑等民用机械制造业,并已取得了巨大的经济效益。数控车床加工实例的工艺设计及程序编程2正文一、数控车床加工工艺1、数控车床加工的工艺特点数控车床加工与普通车床加工在许多方面遵循的原则基本上是一致的。但数控车床加工自动化程度高,控制功能强,设备费用高,因此也就相应形成了数控车床加工工艺的自身特点。2、数控车床加工工艺内容(1)选择并确定适合在数控车床上加工的零件并确定工序内容。(2)分析被加工零件图纸的数控加工工艺,明确加工内容与技术要求。(3)确定零件加工反感,制定数控加工工艺路线,如划分工序、安排加工顺序等。(4)设计数控加工工序,制定定位夹紧方案,划分工步,规划走刀路线,选择刀辅具,确定切削用量,计算工序尺寸及工差等。(5)数控加工专用技术文件的编写。二、图纸的分析及工艺处理1、工艺分析轴类零件是机械加工中不可缺少的一类零件,在机械装配中起着举足轻重的作用。工艺分析是数控车削加工的前期工艺准备工作。工艺制定的合理与否,对程序编制、机床的加工效率和零件加工精度都有重要影响。该零件右端由SR9的球头面、R5mm的圆弧面、公称直径30mm螺距为1.5mm的外螺纹、两端分别有两个C2mm的倒角。左端由两段直径为32mm的外圆柱面和一段直径为38mm的外圆柱面组成。左端内孔有两个C1mm的倒角、两段直径分别为22.5mm、20mm的内圆柱面、公称直径24mm螺距为1.5mm的内螺纹组成。如下图1-1零件图所示。Xxx学院毕业设计3图1-1零件图零件对表粗糙度有较高的要求,表面粗糙度值为1.6µm,其余表面粗糙度均要求为3.2µm。工件总长为103mm,最大回转直径为38mm的轴类零件,上偏差为0mm,下偏差为-0.039mm。轴的右端有球头面、圆弧面、外螺纹、锥角。轴的左端有内孔,孔里有公称直径为24mm的内螺纹,右端有球头面和螺纹不易装夹,因此可用93°外圆车刀先加工左端外轮廓,然后加工内孔,用直径为18mm的钻头钻孔,用镗刀镗孔,用内螺纹刀加工内螺纹。然后倒转工件加工右端外轮廓,再用60°外螺纹刀加工外螺纹。在车削过程中先粗加工外轮廓,最后精加工时需要切削两次,以去除毛刺,提高表面质量。2、工艺的处理(1)毛坯选择长度为103mm,最大回转直径为38mm,因此可选择Φ40X105mm,材料为45钢。(2)数控加工前的零件预加工零件毛坯在热处理前先进行粗车加工,为数控车削加工工序提供可靠的工艺基准:用车床三爪卡盘装夹零件,零件的内孔、外圆以及所在端面均留0.8mm或1.6mm余量;数控编程任务书如下表1。数控车床加工实例的工艺设计及程序编程4表1数控编程任务书2010年3月23日07数控一班数控编程任务书产品零件图号07000-01任务书编号零件名称轴CK-2010-01使用数控设备数控车床共1页第1页主要工艺说明及技术要求1.数控车削加工零件的尺寸精度和表面质量均需达到图纸要求。2.技术要求:(1)未注尺寸公差按IT12级;(2)去除毛刺飞边;收到编程时间年月日经手人编制毕崇亮审核编程审核批准(3)数控车削加工安装方式零件采用机床本身标准的三爪卡盘,找正并夹紧,需进行两次装夹。第一次装夹夹住的部分为右端毛坯的外表面,加工左端外轮廓和内孔,第二次装夹夹住左端外圆柱面为防止划伤表面,在加工右端时,用铁皮或砂纸包住左端直径为32mm外圆柱面找正再进行加工。夹紧时一定要注意夹紧力的大小要适当,在夹紧时要防止工件左端变形。(4)数控车削加工工序数控车削分两次装夹完成切削加工:先使用93°外圆车刀先粗车再精车零件的左端处各部分尺寸,先加工外轮廓再加工内孔。换端面加工另一端,,同样是先粗加工后精加工。数控加工工艺卡见表2。Xxx学院毕业设计5表2数控加工工序卡2010年3月23日机械厂数控加工工序卡产品名称或代号零件名称零件图号轴的加工轴套07000-01工艺序号程序编号夹具名称夹具编号使用设备加工车间P1234三爪卡盘P1000数控车床实训基地工步号工步内容刀具号刀具规格主轴转速r/min进给速度mm/r背吃刀量mm1粗车左端外轮廓T010193°外圆车刀6000.22精车左端外轮廓T010193°外圆车刀10000.13钻φ3的中心孔定位T0202Φ3mm的钻头5000.154钻φ18的孔至30mm处T0303φ18mm的钻头5000.155粗车左端内孔轮廓T040493°内孔车刀6000.26精车左端内孔轮廓T040493°内孔车刀10000.157车内螺纹T050560°螺纹车刀3501.5(螺距)8粗车右端外轮廓T010193°外圆车刀6000.28精车右端外轮廓T010193°外圆车刀10000.159车右端外螺纹T060660°螺纹车刀3501.5(螺距)编制毕崇亮审核批准第1页共1页数控车床加工实例的工艺设计及程序编程6(5)数控车削加工工具T01:93°外圆车刀;T04:93°内孔车刀;T05:60°内螺纹刀;T06:60°外螺纹刀。(6)切削用量的选择切削用量主要考虑加工的尺寸精度和加工表面质量的要求并兼顾提高刀具耐用度、机床寿命等因素。确定主轴转速,粗车外轮廓600r/mm,精车外轮廓1000r/mm,粗车内孔轮廓600r/mm,精车内孔轮廓1000r/mm,车外螺纹350r/mm,车内螺纹350r/mm,钻孔500r/mm。粗车进给速度为f=0.2mm/r,精车进给速度f=0.15mm/r或f=0.1mm/r。三、数值的计算1、外螺纹的计算外螺纹大径:D=D-0.1P=30-0.1x1.5=29.85mm。外螺纹小径:D=D-1.3P=30-1.3x1.5=28.05mm。2、内螺纹的计算内螺纹大径:D=D-0.1P=24-0.1x1.5=23.85mm。内螺纹小径:D=D-1.3P=24-1.3x1.5=22.05mm。四、程序的编制采用手动编程,再编程的过程中要注意提高工作的效率为主,并且要保证工件的尺寸精度和表面质量。参考程序如下:o1234t0101(加工左端外轮廓)s600m03g00x42.0z0g01x-1.0f0.1g00x42.0z2.0g71u3.0r0.5g71p10q20u2.0w0f0.2N10g00g42x28.0s1000z0f0.1x32.0w-2.0Xxx学院毕业设计7z-32.0x38.0z-38.0N20g00g40x41.0g70p10q20g00x100.0z100.0m05t0202(加工左端内孔)t0303t0404s600m03g00x0z2.0g71u3.0r0.5g71p30q40u-2.0w0f0.2N30g00z0g01x24.5f0.15x22.5w-1.0z-30.0N40g00x0g70p30q40g00z100.0x100.0m05m30t0505(加工左端内孔螺纹)s350m03g01x22.05z2.0f0.1g92x22.05z-20.0f1.5x22.65数控车床加工实例的工艺设计及程序编程8x22.85x23.25x23.45x23.85x23.85g00z20.0x20.0m05t0101(加工右端外轮廓)s600m03g00x42.0z2.0g71u2.5r0.5g71p50q60u1.5w0f0.2N50g00g42x0s1000g01z0f0.1g03x18.0w-9.0r9.0g02x22.0z-13.0r5.0g01x26.0w-10.0x30.0w-2.0w-21.0x26.0w-2.0w-8.0x32.0w-10.0N60g00g40x41.0g70p50q60g00x100.0z100.0m05t0606(加工右端外螺纹)Xxx学院毕业设计9s350m03g00x32.0z-25.0g92x29.85z-46.0f1.5x29.25x29.05x28.65x28.45x28.05x28.05g00x100.0z100.0m05m30五、数控仿真加工操作1、数控仿真系统的开启及回原点进如数控仿真系统界面——按操控面板上得“急停”按钮——按“系统启动”——按“回原点”按钮——按“Z”按钮——按“+”——按“X”——按“+”——X,Z对应的指示灯亮.即完成上述操作.2、数控仿真工件装夹及刀具的选择安装:(1)点击工具栏上“定义毛坯”——设置直径为55mmX145mm的45钢圆柱毛坯——点击“放置零件”——出现“选择零件”对话框——点选择毛坯——点“安装零件”——出现“移动零件”对话框——点击黄色“方向箭头”——使毛坯外伸115mm。(2)外圆车刀T01的选择安装:点击工具栏上“选择刀具”——出现“刀具选择”对话框——选“1号刀位”——选择“VBMT160402刃长为16mm刀尖半径为0.2mm的35度菱形刀片”——选择刀柄为93度外圆右向横柄——点击“确定”完成操作。T04内孔车刀的选择和T01的选择流程基本是一样的,只是刀位号是“4号刀位”。(3)内螺纹刀的选择安装:选择刀位号5——选择60度角的菱形刀片——选择“内孔刀柄”——点击“确定”完成操作。(4)外螺纹刀的选择安装:选择刀位号6——选择60度角的菱形刀片——选择“外数控车床加工实例的工艺设计及程序编程10圆刀柄”——点击“确定”完成操作。3、数控仿真刀具的对刀(1)按“MDI”键——PROGRAM——键入T0101——按“EOB”键——按“INSERT”键——按“循环启动”键,调出T01外圆车刀。(2)将模式调到“手动模式”——按“主轴正转”按钮——车刀沿“Z轴负向以合适的背吃刀量切入”——保持X轴不变——按“主轴停止”——“测量”得X()为直径值——按“编辑”键——按“OFFSETSETING”键——点击软键“形状”——在番号01区域输入“X()”——点击软键“测量”完成X轴的对刀——按“主轴正转”——保持Z轴不变——X轴正向提刀——按“主轴停止”——点击工具栏“测量”得Z()——将“Z()+2=Z-k”——在番号01区域输入Z-k——点击软键“测量”完成Z轴的对刀。(3)内孔车刀的对刀方式和外圆车刀是一样的,在这里不再赘述。(4)螺纹刀的X轴的对刀方式与外圆车刀一样。在这里仅说一下Z轴的对刀:调到“手动方式”模式——按“主轴正转”按钮——调X,Z轴使螺纹刀靠近圆柱有端面——调出手轮——调X,Z轴使刀尖刚好接触右端面的外圆——按“OFFSETSETING”键——
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 rebeccajosh
rebeccajosh
本文标题:毕业设计-数控车床加工工艺设计及程序编程
链接地址:https://www.777doc.com/doc-6310960 .html