您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > G-9005,9006高速泵检修作业规程要点
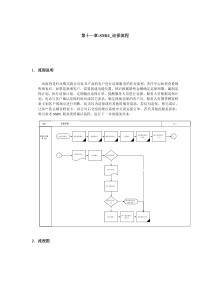
大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版1页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。全密度(二)装置高速泵-状态卡02-02页-动作卡03-09页-记录卡10-10页-附件11-13页[]-作业B-检修作业人员图例()-确认C-车间设备工程师-安全关键点D-生产车间工程师生效签字日期执笔:检修单位业务主任年月日参加编制:检修负责人B年月日年月日年月日检修前审核C:年月日打字:赵生利修改序号版本修改时间修改人第一次1.12012年2月20日年月日计算机编码:J1.SL.XX.G-5225/5228工程验收确认检修负责人:车间设备负责人:大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版2页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。状态卡准备阶段初始状态M0电机已经断电,生产装置将泵的物料切断并完毕,转动设备检修及风险评价工作票办理完毕,交付检修000检修前准备010办理转动设备检修及风险评价工作票020确认机泵已经具备安全拆卸的条件检修阶段状态M1拆卸高速泵,检查部件磨损情况100整体拆下高速泵110拆卸密封组件并检查机械密封120拆卸齿轮箱,检查轴承、高速轴、低速轴及齿轮的磨损情况状态M2部件的测量、回装及调整200回装前确认210组装齿轮箱并进行测量,调整各部间隙220回装密封组件230整体回装高速泵交工阶段状态M3试车、交付使用300现场清扫310试车及验收大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版3页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。动作卡准备阶段初始状态M0电机已经断电,生产装置将泵的物料切断并完毕,转动设备检修及风险评价工作票办理完毕,交付检修000检修前准备001B-[]检修所需要的零配件和相应的材料已经确定,见附件:1002B-[]检查检修专用工具和经检验合格的量具已经备齐,见附件:2003B-[]停机前的振动值、轴承温度、压力均进行测量记录004B-[]了解机泵运行中存在的问题005B-[]查阅上次检修的资料和有关图纸,准备最新版本的检修作业规程,检修作业规程中未注单位均为mm010办理转动设备检修及风险评价工作票011B-[]转动设备检修及风险评价工作票已经按规定程序办理审批完毕012B-<>确认转动设备检修及风险评价工作票规定的内容已经全部落实签字()013B-()-D-()检查安全措施,交接界面提示:B-()出口压力表压力为零B-()泵内液体排放完毕,导淋打开B-()设备已断电签字()()020确认机泵已经具备安全拆卸的条件021B-<>-D-<>确认电机断电,电缆线已拆除,吊点已起重人员架设完毕签字()()022B-<>-D-<>现场确认出入口管线阀门已经关闭,符属管线盲板已加好,物料排净,置换合格,压力降到零签字()()023B()-C()如检修中断后需再次确认安全措施符合要求,重复步骤010到022签字()()024E-<>落实工作票的时效性签字()大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版4页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。检修阶段状态M1拆卸高速泵,检查部件磨损情况100整体拆下高速泵B-<>卸换热器接头时高温烫伤人,操作者站在侧面,并穿好防护服B-<>整体吊泵时配合不好碰伤,相互配合好B-<>检修现场地面有水及油滑倒摔伤,清扫干净B-<>检修现场空间狭窄碰伤,戴好安全帽和手套101B-[]拆开驱动机与泵体的连接螺栓,并从泵壳体上吊起驱动机。102B-[]断开油过滤器如冷却器活节。从泵壳的双头螺栓上拆下螺母如图2(914A)并吊下齿轮箱和密封箱组件。注意:不要损伤诱导轮。如图(9)。103B-[]检查泵流道冲蚀情况检查情况:大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版5页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。签字()110拆卸密封组件并检查机械密封111B-[]拆下诱导轮(9),叶轮螺栓(3)垫圈(5)及叶轮(2)。如图2所示。注意:诱导轮或叶轮螺栓为左旋螺纹!112B-[]拆下叶轮键如图2(4)。113B-[]拆下密封旋转环(51A一带有喉部衬套)如图3所示。图3114B-[]拆开下半齿轮箱与密封箱连接螺栓,并拆下密封箱(30)和垫片(87A)如图2所示。115B-[]拆下轴套(50——带有喉部套的单端面机械密封)。116B-[]去掉轴套表面上的突出部分,以免诱导轮或叶轮螺栓上紧而变形。117B-[]拆去六角接头螺栓(905L),垫片(916K)和齿轮箱机械密封(60C)如图3所示。118B-[]拆去密封环(510)如图3所示。拆去接连轴(110)如图2所示。将一个尖的钢针插入金属密封面上,将轴封(115)从齿轮箱腔体中拆下,并拉出。在这过程中应充分仔细避免齿轮箱铝制壳体或低速轴损坏。如图2所示。119B-[]检查密封磨损情况大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版6页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。检查密封面磨损情况,检查辅助密封及胶圈的老化情况检查情况:签字()120拆卸齿轮箱,检查轴承、高速轴、低速轴及齿轮的磨损情况121B-[]拆开齿轮箱联接螺栓采用起吊并用木槌轻轻敲打的办法,拆去上半齿轮箱(101B)如图所示。122B-[]从下半齿轮箱(101A)内取出低速轴,拆下高速轴(130)如图2所示。123B-[]拆去上部与下部的止推衬垫(155B和155A)。拆去轴长轴承上的螺栓(905N)和垫圈(916Z)并从上半齿轮(101B)中拆去上部轴颈轴(151B),如图2所示。124B-[]拆去螺栓(905M)和垫圈(916A)并从下半齿轮(101A)中拆去下部轴颈轴承(151A)如图所示。125B-[]检查零部件磨损情况检查情况:签字()126B-()C-()根据检查情况确定配件的更换更换意见:(更换配件名称、规格、数量、材质,更换原因)签字()()状态M2大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版7页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。部件的测量、回装及调整200回装前确认201B-()D-()C()确认设备以具备回装条件,并符合本作业规程的要求。签字()()()202B-()D-()设备所有零部件按要求清洗和吹扫干净。签字()()210组装齿轮箱并进行测量,调整各部间隙211B-()检查输入轴、高速轴轴径直径及圆度及高速轴与轴瓦及叶轮间隙输入轴、高速轴轴径直径及圆度:部位类别低速轴高速轴12345DmaxDmin圆度标准值ф40±0.01≮ф38,圆度≯0.01签字()()高速轴与轴瓦及叶轮间隙:部位类别上部下部叶轮检修前检修后标准值0.055–0.090.07–0.11≯0.03签字()()212B-[]测量高速轴直线度及轴向串量及滚动轴承外径与衬套间隙高速轴直线度及轴向串量:大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版8页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。部位类别345轴串量测量值标准值≯0.020.30–0.70签字()滚动轴承外径与衬套间隙:部位类别上部下部测量值标准值0–––0.04签字()213B-[]测量传动齿轮啮合间隙及传动齿轮啮合间隙传动齿轮啮合间隙:部位X1X2实测标准值0.13-0.17(0.2-0.3)m签字()大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版9页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。油泵各部间隙:部位X1X2X3实测标准值0.04-0.070.04-0.060.05-0.08签字()214B-[]当高速泵各项检查均合格后,便可以回装,回装应按拆卸的反方向进行。将高速轴的轴径轴承装到壳体上,再将组装好的润滑油泵装到壳体中。把组装好的低速轴、高速轴组件装入轴承衬套中,并让低速轴与润滑油泵传动销对准。215B-[]回装齿轮箱上盖,并把紧螺栓,螺栓扭矩值见表N.MLMV-311LMV-322泵盖安装螺栓120-13545-137叶轮及诱导轮螺栓50-6050-60密封环组件固定螺栓13-158-11216B-[]此时检查高速轴串动LMV-322应在0.3-0.7mm之间。220回装密封组件221B-[]回装高速轴机械密封,在回装机械密封时应执行SHS03059-92维护检修规程。注意:由于高速泵机械密封O环较多,在安装时不要漏装,222B-[]保证机封压缩量在1.6-2.1mm。223B-[]回装叶轮、诱导轮。230整体回装高速泵231B-[]把回装好的齿轮箱和密封箱回装到泵座上把紧螺栓。232B-[]联接油冷器、水冷器并回吊驱动机。233B-[]当设备检修后,再由专人对设备进行检查确认后方可试车。交工阶段状态M3试车、交付使用300现场清扫301B-[]回收更换的配件,送回库房泵型号零件部件大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版10页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。302B-[]回收工具303B-[]清扫检修现场,擦拭检修后的机泵310试车及验收311B-<>封工作票312B-[]联系生产装置,由生产装置进行试车313B-()C-()检查运行参数入口压力入口温度(℃)出口压力出口温度(℃)联轴器端水平振值(mm/s)叶轮端水平振值(mm/s)联轴器端垂直振值(mm/s)叶轮端垂直振值(mm/s)联轴器端轴承温度(℃)密封点状况叶轮端轴承温度(℃)环境温度(℃)签字()()314B-()D-()机泵运行合格签字()()大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版11页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。附件检修更换主要备件:改造情况:检修后遗留的问题:大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版12页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。附件:1备件准备(G-352/353)序号名称规格数量1低速轴轴承6308C3外径9022诱导轮Φ30×7909-JN12ABO7DB/913下机封静环Φ80×23SE04AA16A14下机封动环Φ48×10.2RJ09AA02RE15上机封静环Φ95×25SE04AA06A16上机封动环Φ51×5.8RJ09AA01RE17诱导轮螺杆1/2//×7209-ST06AA01DB218摆线泵Φ50×40PU01AB0119油封Φ57×Φ40×9.5110止推垫Φ84(外)×1.6WA05AA01262/155A211“O”环套件RKORP322/936112轴颈轴承Φ62×1709-BE09AB03/151A113轴颈轴承Φ44×1909-BE09AB02/151B114轴套Φ64×Φ31.5×73.709-SL02AA01DB1/50115叶轮Φ105.209-JM01AA03DB1052116诱导轮锁垫09-WA02AA01DB21材料准备序号名称规格数量1白布m1m2破布m2㎏3砂纸80#、160#、320#各1张4塑料布m3m5石棉板0.5厚0.5m26石棉板1厚0.5m27橡胶板4mm厚3m8液帮手1瓶9洗油2Kg10油壶1个11油石1块大庆石化公司塑料厂设备检修作业规程机械高速泵第1.1版13页修订日期2008年4月25日本检修作业规程属大庆石化公司塑料厂版权所有,未经许可,不得复制或外传。附件:2工具、量具准备序号名称规格数量1导
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 zhouxin1000
zhouxin1000
本文标题:G-9005,9006高速泵检修作业规程要点
链接地址:https://www.777doc.com/doc-6380998 .html