您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 安全文明施工 > 上下模标准作业指导书-SOP
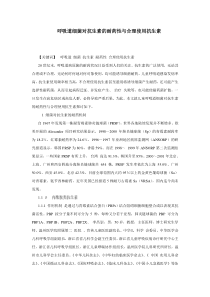
上下模作业手顺部门:EMS成型实施日期:2013.11.18作成:覃静平一、目的:为规范成型上下模作业标准化和技术要求,提高工作效率,防止事故发生保证模具品质.二、权责:EMS成型负责本作业指导书的贯彻执行。三、使用范围:EMS成型技术全体人员和上下模人员。四、作业内容:上下模流程1235678910数据/记录技术员IPQC技术学徒技术员IPQC4技术员技术学徒1112流程责任者下模指令关闭供料阀门末件送测(3模)金型维修单(3模)模温降温20℃排水防锈,长期和短期拆模模具送模保填写模具入模保车间一览机器周边5S,机器上油保养上模指令确认模具保养记录填写模具出模保车间一览确认模具并拉到成型按装水嘴模具吊入机器内低速低压闭模O吨调锁模力锁压块安装水管开关打开模温,设定开闭模参数机器周边5S金型维修单更模单首件送测单模具入模保车间一成型基准条件表维修留样1模)1表单确认更模单每日模具保养记录表及出库表品质异常金型维修联络单1.1根据生产计划更模单或金型维修指示书需求进行上模或下模。(图1)1.2根据模具保养记录表确认保养进度,保养完毕后在模具出模保一览表上与模保交接确认签字在指定地方把模具拉到现场上模(图2)1.3修模完毕后的金型维修单返回现场签收,按排模具调试。1.4模具异常发生需要修模的开出修模维修联络单,写明异常内容并附上2模样品其中一模用漆笔标出异常位置。现场留1模修模样并送末件3模以便品质追溯。相关负责人确认签字后维修单交给模保文员处登记并排日程。五颗星代表紧急程度(图3)(图4)版次修订日期作成承认修订、变更事项首版日期:2013.11.18确认蔡红健作成覃静平页次:1/8丰武光电(苏州)有限责任公司模具修复OK,成型技术员签收,待上模调试品质异常发生,开出维修单,附2模产品,相关负责人确认签字图1图2图3图42上模水、电、气的检查工具准备顶杆确认2.1操作机器前对水、电、气的检查,确认开关是否打开及有无漏水、电、气的现象。(图5)2.2准备必要的工具(板手、压块、内六角、水管、生料带、导线、挂钩或吊绳等)穿好安全鞋。(图6)2.3检查模具型厚及开模型程是否能安装,顶杆是否高出模板、顶杆数与模具所需顶杆数、定位环是否匹配等,安装吊环、水嘴或加热棒、顶针回位开关等。(图7)模具确认浇口套R面与射咀R确认上下模要求模具进行清理,水嘴安装2.4安装模具前先对机器模板和模具,脏污、生锈、损伤地方用除锈剂、油石、棉布进行清理。确保机器前后模板平行。2.5安装模具前先确认模具浇口套R面与射嘴R面是否匹配,当浇口套R面大于或等于射嘴R面时OK,否则NG,必须更换匹配的射嘴或浇口套。装模时必须确保两R中心在一直线上防止在生产中漏胶而损坏机器和浪费材料。2.6确认水嘴、开关、吊环正确安装后(模具有保险销的,必须安装),用天车将模具吊入机器内进行安装。(如图10模具吊起时要超过机械手导轨防止晃动撞坏机械手)准备状态设定模具安装前确认模具安装安要求2.7在操作机器前先确认“准备状态设定”中的开闭模参数和顶针参数,速度和压力必须设定为低压低速,数值一般不大于10%。图112.8模具放入机器前确认有无干涉(如螺栓、导线和气管等)。图122.9有定位环的模具可直接放入定位环孔内即可,但是要保证模具上方有点间隙(如图),闭模后天车就比较松,模具受力均匀。图13丰武光电(苏州)有限责任公司页次:2/8顶杆高出模板NG确认模具需顶杆个数确认顶杆顶杆未高出模板OKOKNG成型机总电源打开操作面板开关循环水开关循环水、气开关图5图7图6变形不可用NG不可用OK准备必要的工具模具高于机械手横向导轨,避免晃动撞坏机械手.模具浇口套R面与射嘴R面匹配,可上模.射嘴角R10;浇口套R11匹配R11OKR10OK图8图9图10模具进行清理,水嘴安装模具上方留3~10mm间隙,防止闭模受力不均模具下方完全接触模板速度和压力设定低压低速一般不大于10%图12图13模具安装时,机器内有干涉的需拆除,保证安全图11锁模力调整2.10安装模具时,在施加锁模力的状态下,打开安全门时,锁模马达的电源会切断,模具略会打开1~2mm,造成模具松动不能定位,无法上压块。为使模具保持关闭状态:此时需将锁模力设为“0”重新调模。模具安装好后再设定所需的锁模力并调模。图14锁模力的调整:锁模力=产品最大投影面积×型腔最大平均压力(kg/c㎡)×穴数*1.1∕10002.11①将操作盘上的运转模式按钮设定为“准备”;②关闭安全门,按下开模按钮开模直到开模限止为止;③按下模厚后退按钮,将模厚打开5㎜以上模厚退到适当位置;按下闭模按钮,使得肘节完全伸展,开闭模位置显示为“0”。④对于更换画面的锁模力设定所需的锁模力;⑤置于“准备”模式,按下锁模力调整按钮。⑥锁模力的调整结束后,提示音停止,型缔高压位置设置.图16,按下闭模按钮。确认画面上部的模全闭应为点亮,锁模力的调整结束。图17自动型厚调整:上模时卷尺测量实际模具厚度值输入模厚处,补正距离为定位环的厚度5-10mm。按一下打操作面板的按钮,机器自动调整型厚开始提示音停止,按下闭模按钮,使得肘节完全伸展,确认画面上的模全闭应为点亮。按型缔力调整键,提示音停止锁模力的调整结束,设定高压型缔位置,调模完了位置+0.05mm为高压型缔位置。图15图16射嘴与浇口套孔径确认射嘴中心的确认安装压块射嘴中心的确认:2.12将纸放到浇口套R面处,座台前进。纸压痕均匀,中心孔清晰可见。当浇口套R面小于射嘴前端R面时或射嘴孔径大于浇口套孔直径时,不可上模,需进行射嘴或浇口套更换。图18安装压块:2.13安装时先上紧母模压块再安装公模压块。2.14安装压块时,垫块与模具固定板厚度必须相同,使用尽可能接近模具固定板的螺孔紧固模具安装螺栓。2.15模具安装螺栓时必须准备可以向模板旋入深度为螺栓直径1.5倍以上螺栓如果旋入过长的长度将碰到螺丝孔底则会损伤螺纹孔需注意。水路确认运水连接打开模温机供水阀门丰武光电(苏州)有限责任公司页次:3/8图18图19图20垫块与模具固定板厚度必须相同,程面接触,有料头板的要留出间隙图21图22图23入出水打开模温机进出水开关过虑网过虑网纸压痕均匀,中心孔清晰可见安装模具时,防止模具松动不能定位无法上压块,需将锁模力设为“0”模具安装好后再设定所需的锁模力并调模。设定锁模力后,调模完了后型缔高压位置型缔高压位置+0.02~0.05mm为高压位置,尽量越小越灵敏手动闭模,模具全闭,灯亮图14肘节完全伸展,已经高压锁模图16图17实际测量模具厚度补正:5~10U形直通L形用气枪确认水路形状图15如图把所有单个回路连接成一个串连回路,原则:一进一出,对等连接,保证畅通。一进一出,对等连接,开水开模温机确认模温机开关和水路确认正常运转运水安装:2.16①用气枪确认各个水路是直通还是U形或其它形状的。②确定一个进水口,用气枪吹一个接一个只到把模具接成一个回路为止。如图水管安装完后需轻轻用力拔一下水管,防止脱落导致烫伤。打开水检查是否有漏水现象。模温升至50度运转一会无问题后在升至需要温度顶针、抽芯、滑块导线安装发那科成型机接线端口住友成型机接线端口抽芯部件检查抽芯安装针阀控制抽芯设置抽芯设置顶针灵敏度检测丰武光电(苏州)有限责任公司页次:4/8打开模温机进出水开关,检查水路是否顺畅并无漏水。模温升至50度运转一会无问题后在升至需要温度图24图25图26模温机水压表的压力要达到0.4Mpa才能正常工作进水出水图2724V电源,接线时导线不可裸露和机台接触,发那科机台FU22保险易烧①②③④180是顶针;181是抽芯出;182是抽芯入;181是滑块。接线端口:①是顶针;②是抽芯出;③是抽芯入;④是滑块。信号线24V电源线模具上方放上挡板,防止料头异物掉入顶针板内。安装开关后要留一定的间隙NG此状态灵敏降低,料头板异物超2mm也可闭模NG图28图29抽芯出气管接头抽芯入气管接头抽芯气压阀门顺时针调小,反之增大①抽出②压入②压入①抽出OFF为开;ON为关闭OFF开ON关ⅩOK住友针阀控制开关发那科针阀控制开关不可用可用图30图31图32图33图34抽芯务必设置位置检测,不可用时间检测、,因无论位置是否到位只时间到达后会进行下一个动作,危险!顶针顶出放入0.1mm垫片后顶针后退,确认信号顶针板未回位,已经检测出发那科住友日精ⅩⅩ顶杆已经退回图36图35导线必须串连,固定好防止动作时压断用手背检测水路是否循环,是否有温度,滑块灵敏度检测滑块灵敏度检测抽芯检测顶针、抽芯、滑块的安装:2.17①顶针、抽芯、滑块开关安装时不能和挡块成实配状态,保证开关触点刚好接触高宜,具体根据产品顶针部位肉厚来调整,顶针检测厚度要小于产品厚度和与滑块无干涉,如图,用导线连接好并接入相应插头上。(两个以上的开关在接线时不可并连。保证各个开关串连在一起,只要其中有一个开关异常时就会停止动作。灵敏度检测方法:2.18①顶针顶出放入两张纸约为0.1mm后顶针后退,按CTRL+F2键,确认信号输入灯亮说明灵敏度NG,需重新调整。灯灭为OK。取出纸片灯亮。(在检测顶针时不可做闭模动作,只能查看输入信号即可。)有滑块的务必先测试滑块,后测试顶针,防止滑块未归位而做顶出动作损坏模具。②滑块检测时务必确认顶针已经退回与滑块动作无干涉,推其中一个滑块,看信号输入是否灯灭。灯灭为OK灯亮为NG,退回滑块灯亮正常。③抽芯动作检测时务必确认顶针已经退回与滑块无干涉,按入键,抽芯动作入,信号灯亮,为OK。按出键抽芯动作出。入信号灯灭,抽出信号灯亮,为OK。以上动作调整完毕后,可进行手动作顶出、开闭模和抽芯动作,确认是否顺畅。开闭模设定开闭模位置及速度调整:2.19开模位置及速度:第一段为是根据位置产品厚度决定,用低速绶慢开模;第二段位置,设定的位置必须起到低速切换、防止剧烈震动的作用,用高速开模;型开限位置,此位置就有利于方便的取出产品为宜。用减速速开模。2.20闭模位置及速度:第一段为模具导、柱导套接触位置,此段用高速闭模;第二段为滑块、斜导柱接触位置,此段用减速闭模;第三段为前后模型腔接触位置,此段用低速闭模;第四段为模具低压保护位置。低束低压闭模。丰武光电(苏州)有限责任公司页次:5/8拔掉一根滑块线,看信号是否断开;或滑块向前推2mm看信号灯是否灭抽芯压入拔掉一根压入导线线,看信号是否断开信号灯是否灭,闭模不可为OK抽芯抽出拔掉一根压入导线线,看信号是否断开信号灯是否灭,顶针不可顶出为OK是否可闭模,还需根据设置要求而时定,图中设置是时间,只要时间到就会下一个动作。必须位置检测发那科滑块检测,图38中压入设置是确认时间、模式闭模开始B,只要时间到就会下一个动作。滑块出必须位置检测,否则滑块未归位时间到顶针就会顶出图38图39滑块轻轻向前推信号是否断开滑块回位信号灯亮图41图422板模第二段可高速开模;3板模时开中板时要低速动作,防止反弹1.根据位置产品厚度决定。2.抽芯模具此位置根据产品厚度设定,一般在10~15左右,只要抽芯不与定位块干涉即可。图40开模限位置:2板模保证能顺畅取出产品即可,3板模,料头板拉开即可,兼顾周期与安全进行设置图37高压型缔位置低压保护调整低压保护检测低压保护检测NG发生高压型缔位置和低压保护位置:2.21第一种就调模终了显示位置再加上0.05MM就是高压型缔位置;第二种就是把高压型缔位置改为“0”然后手动闭模,模具停止位置再加上0~0.05MM就是高压位置。2.22低压位置:低压位置为产品厚度的2倍,考虑闭模惯性。通常10~20MM左右。2.23:压力过低,闭模不能完成,或者闭模时间过长,压力过高,不能起到保护作用,从低压力开始尝试,兼顾周期与安全进行设置。通常不超过10%宜顶针设置行程确认顶出位置确认顶针位置及速度设置:2.24及速度:顶针顶到产品时为第一段位置,此段用低速,防止产品变形,顶伤等。第二段位置脱模,此段用快速,完全脱模为止设置原则:2.25尽快顶出脱模,而不造成损伤为宜。3下模金型维修联络单关闭供料阀门和模具降温至常温防锈剂种类及期限3.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 njxh01
njxh01
本文标题:上下模标准作业指导书-SOP
链接地址:https://www.777doc.com/doc-6689629 .html