您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 离合器厂总平面布置设计—设施规划课程设计
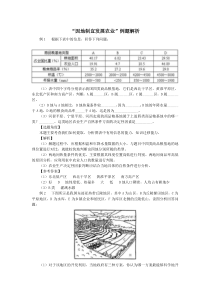
课程设计题目:离合器厂总平面布置设计院:机械工程学院专业:工业工程11级班级:02学号:学生姓名:指导老师:龚存宇刘明伟完成日期:目录第一章绪论……………………………………………………………………31.1设计原始资料………………………………………………………………31.1.1设计题目……………………………………………………………31.1.2原始给定条件………………………………………………………31.1.3离合器的结构及有关参数…………………………………………31.2作业单位划分……………………………………………………………41.3离合器生产工艺过程…………………………………………………………4第二章产品工艺过程分析…………………………………………………………92.1计算物流量………………………………………………………………92.2绘制各零件工艺过程图…………………………………………………92.3绘制产品总工艺过程图………………………………………………12第三章物流分析…………………………………………………………………143.1绘制从至表……………………………………………………………143.2划分物流强度等级……………………………………………………153.3绘制作业单位物流相关图……………………………………………16第四章作业单位非物流关系分析………………………………………………17第五章作业单位综合相互关系分析……………………………………………19第六章工厂总平面布置…………………………………………………………236.1作业单位位置相关图…………………………………………………246.2作业单位面积相关图的调整…………………………………………28第七章方案的评价与选择………………………………………………………29第八章课程设计心得体会………………………………………………………30参考文献……………………………………………………………………………31物流规划课程设计第一章绪论1.1设计原始资料1.1.1设计题目离合器厂总平面布置设计1.1.2原始给定条件离合器厂有地15000平方米,南北为150米,东西宽100米,预计需要工人500人,计划建成年产100000件离合器的厂。1.1.3离合器的结构及有关参数离合器由压盘和从动盘组成,其中,压盘由生铁盘、压壳、膜片弹簧、分离钩、传动带、支撑环及各类铆钉等零件构成;从动盘由钢片、盖板、阻尼片、摩擦片、轴套、各类弹簧、十字垫圈及各类铆钉等零件构成。每个零件、组件的名称、单件重量及年需求量均列于表1-1中。表1-1离合器零件表厂名称离合器厂共页产品名称离合器产品代号计划年产量100000件第页序号零件名称自制外购总计划需求量单件重量(kg)说明1生铁盘√1000002构成压盘2压壳√1000001.53膜片弹簧√1000000.54分离钩√3000000.0045传送带√6000000.0056支撑环√2000000.0257平衡钉√2000000.0048压盘铆钉√3000000.0049传送带铆钉√3000000.00310支撑铆钉√9000000.00811钢片√1000000.1构成从动12波形片√16000000.00813盖板√1000000.0114阻尼片√2000000.00215碟形弹簧√1000000.023盘16十字垫圈√1000000.03717花键轴套√1000000.2318摩擦片√2000000.07519减震弹簧√4000000.02020波形片铆钉√16000000.00221摩擦片铆钉√32000000.00222平衡钉√2000000.00323钢片铆钉√4000000.0052、作业单位划分根据离合器的结构特点,设立如表2-1所示的作业单位,分别承担原材料存储、备料、热处理、加工与装配、生产管理各项生产任务。表1-2作业单位划分表序号作业单位名称面积(m2)备注1原材料库10002冲压车间20003热处理车间15004表面磷化车间2505轴套加工车间4506生铁盘加工车间2507压盘装配车间4508从动盘装配车间4509机加工车间20010离合器总装配车间45011半成品库70012成品库60013办公室5003、生产工艺过程离合器的零件有23种,其中12种自制件;7种外购件;4种外购+自制件,总的工艺过程可分为零件的制作与外购、半成品暂存、组装、成品储存等阶段。1)零件的制作与外购制作的零件如下表所示,表中的利用率为加工后产品与加工前的比率。2)标准件、外购件与半成品暂存产出的零件加工完经过各个车间检验合格后,送入半成品库暂存。外购件与标准件均放在半成品库。3)组装序号为1-10的零件集中在压盘装配线组装为压盘;序号为11-23的零件集中在从动盘装配线组装为从动盘;压盘和从动盘在离合器总装配线组装成离合器成品。4)成品储存所有合格离合器均存放在成品库房等待出厂。表1-3自制件工艺过程表产品名称件号材料单件质量/kg计划年产量年产总质量生铁盘12100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2生铁盘加工车间粗车、精车、钻三孔、平衡、探伤、清洗上油803半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量压壳21.5100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间落料、冲孔、初成形、冲三窗口、最终整形、冲孔、切边、复中心、清洗、抛丸703表面磷化车间磷化4半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量膜片弹簧30.5100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间落料、冲孔、冲异形槽803热处理车间弯分离指、压筋、压淬成形、清洗、回火、高频淬火、抛丸、压力测试、上油4半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量kg分离钩40.004300000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间落料、冲孔、成形803热处理车间清洗、淬火、清洗、回火、上油4半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量支撑环60.025200000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2机加工车间焊接、检测3半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量钢片110.1100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间落料、冲孔、盲孔翻边、复外圆R成形803热处理车间清洗、碳氧共渗淬火、清洗、回火、抛丸4表面磷化车间磷化5半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量波形片120.0081600000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间剪料、落料、冲孔、成形853热处理车间清洗、淬火、回火、力值测定、上油4半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量盖板130.01100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间落料成盒形、冲中心孔盲孔、盲孔翻边倒角853热处理车间清洗、碳氧共渗淬火、清洗、回火、抛丸4表面磷化车间磷化5半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量碟形弹簧150.023100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间剪料、落料、冲孔、成形803热处理车间清洗、淬火、回火4半成品库暂存产品名称件号材料单件质量/kg计划年产量年产总质量花键轴套170.23100000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2轴套加工车间拉花键、精车、冲缺口、成盒形803表面磷化车间磷化4半成品库暂存第二章产品工艺过程分析2.1计算物流量通过对产品的加工、组装、检验等各种加工阶段以及各工艺过程路线的分析,计算每个工艺过程各工序加工前工件单位质量及产生的废料重量,并根据全年生产量计算全年物流量。具体计算过程如表2-1所示。表2-1全年物流量产品名称毛重/kg废料/kg加工废料冲压废料生铁盘2*100000/0.80=250000250000*0.20=50000压壳1.5*100000/0.70=214286214285.71*0.30=64286膜片弹簧0.5*100000/0.80=6250062500*0.02=12500分离钩0.004*300000/0.80=15001500*0.20=300支撑环0.025*200000=500钢片0.1*100000/0.80=1250012500*0.20=2500波形片0.008*1600000/0.85=1505915059*0.15=2259盖板0.01*100000/0.85=11761176*0.15=176碟形弹簧0.023*100000/0.80=28752875*0.20=575花键轴套0.23*100000/0.80=2875028750*0.20=57502.2绘制各零件工艺过程图根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程如下图所示。图中序号分别为:1—原材料库,2—冲压车间,3—热处理车间,4—表面磷化车间,5—轴套加工车间,6—生铁盘加工车间,7—压盘装配车间,8—从动盘装配车间,9—机加工车间,10—离合器总装配车间,11—半成品库,12—成品库,2.3绘制产品总工艺过程图离合器总的生产过程可分为零件的加工阶段——总装阶段——性能实验阶段,所有零件,组件在组装车间集中组装。将离合器所有工艺过程汇总在一张图上,得到离合器总工艺过程如图所示。该图清楚的表示出离合器生产的全过程以及各工序单位之间的物流情况,为进一步进行深入的物流分析奠定了基础。第三章物流分析3.1绘制从至表根据各零件的工艺过程图,及总工艺过程图,绘制出离合器工艺过程物流从至表,如下图所示:表3-1离合器加工工艺从至表从至123456789101112合计130989628750250000500589146277300150000227300311000663007730041840001840005230023006200000200000741480041480088840088400910503200503200114148008840050320012合计3098967730016330028750250000414800884005005032004503005032002789646编制日期审核日期3.2划分物流强度等级物流强度等级的划分根据一下原则:划分等级采用著名的A、E、I、O、U等级,一般A级占总作业单位对的10%,E级占20%,I级占30%,O级占40%,U级代表那些无物流量的作业单位对,一般可以忽略不计。根据以上原则,划分物流强度等级如下表所示:序号作业单位队(路线)物流强度(单位:kg)110-1250320027-10414800311-741480041-230989651-625000066-1120000074-1118400082-415000098-10884001011-888400112-377300123-1166300131-528750143-411000155-42300161-9500表3-2物流强度分析表序号作业单位对(路线)物流强度(单位:kg)0100000200000300000400000500000等级110-12A27-10E311-7E41-2E51-6I66-11I74-11I82-4I98-10I1011-8I112-3O123-11O131-5O143-4O155-4O161-9O3.3绘制作业单位物流相关图根据以上分析,绘制作业单位物流相关图,如下图所示(图中空格子均U级关系):第四章作业单位非物流关系分析针对离合器生产特点,制定各作业单位间相互关系密切程度理由如表4-1所示。根据表4-1制定离合器“基准相互关系”(见表4-2、表4-3)在此基础上建立非
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![[中规院]城市总体规划统一技术措施](/doc-52252.png)


 182370
182370
本文标题:离合器厂总平面布置设计—设施规划课程设计
链接地址:https://www.777doc.com/doc-7378457 .html