您好,欢迎访问三七文档
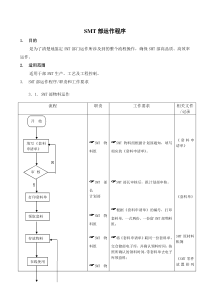
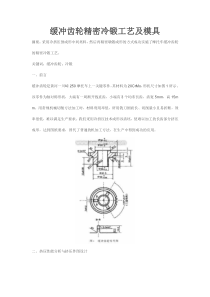
212机械密封安装调试一、机械密封安装1、212型为单端面聚四氟乙烯波纹管部分平衡性机械密封。该机封与调温器连体,动环和静环是两个组件,其精度要求很高,因此对现场安装调试过程中的技术要求、工作质量应严格控制,这是极为重要的环节,所以必须做到现场安装工作程序及要点。2、首先要做到第一条所规定的各项要求,然后按以下程序和要点进行安装。3、安装程序及要点:1)将搅拌轴放入反应釜内,轴上釜内零部件应该先装上的先装上,装机械密封部位的轴径应露出釜口法兰;2)把调温器密封垫片放在釜口法兰的正确位置上(垫片可用石棉或聚四氟乙烯垫片);3)把调温器通过搅拌轴在釜口法兰的正确位置上就位,并把连接螺栓穿入孔内旋上螺母,用手轻微带劲;4)将调温器的静环压盖拆除并清理干净,然后把静环密封垫片放调温器上面在与静环之间;5)将静环压盖装在静环上,并将压紧螺钉旋上,用手轻微带紧;6)将动环组件(动环组件包括:波纹管、弹簧座、弹簧、半分环及O型密封圈等组成)小心的通过搅拌轴落到静环上面,安装时,动静环密封面应用干净的手指涂上一层情节的润滑油膜,搅拌轴及O型密封圈也应涂上清洁的润滑剂以便顺利装入。注意:安装时用手的力量将组件推下,严禁锤击,下去时不允许与静环密封端面产生冲撞,以免损坏密封面;7)安装机架→搅拌轴与带支点机架支撑点的连接→减速机→联轴器的连接→釜内尚未安装的零件。各零部件连接处紧固应牢固可靠;8)注意:机架的安装应确保其轴心线与釜口法兰平面垂直;减速机输出轴轴线与搅拌轴轴线应确保对中,对中后方可安装连接;9)接着前面留下的工作,把调温器与釜口法兰螺栓及静环压盖螺钉压紧,注意在压紧过程中,应在圆周各对应方向对称位置上逐步均匀拧紧,此环节的工作极其重要,它是确保静环密封端面与轴线垂直,否则会影响密封性能;10)在动静环密封面贴合的情况下,用手的力量在圆周均匀的把半分环往下压至间距大致在1-2mm的范围内后,即可初步拧紧半分环;11)把固定环装在半分环上方,并用橡胶衬垫包在搅拌轴外圆与固定环内孔之见,然后紧上固定环,并利用固定环上的四只紧顶螺钉调整动环间距至1-2mm的范围内,并检查圆周上各点应均匀,然后紧住半分环;12)用手转动电机轴,是搅拌轴缓慢地转动几圈,转动应灵活正常,无卡滞等其他不正常现象后,方可转入调试试验;13)将调温器的冷却水管接好。注:若遇到因机架内空间限制安装不便,运训进行程序9→7→8,其他程序不变。二、机械密封调试试验1、釜用机械密封在出厂前已按照HG/T2099-91《釜用机械密封试验规范》之规定做过出厂试验并合格。但因运输、装卸震动及现场的安装精度等因素对机械密封的精度影响,因此在现场安装后必须进行调压试验。2、试验项目及要求应按下表内容进行:试验项目试验压力隔离流体保压或运转时间泄漏量静压试验≤0.4MPa被密封介质为油、水等一般性介质时,可选用丙三醇、去离子水及20#或者30#机械油等作为隔离流体保压15分钟以肉眼观察不产生连续小气泡为合格运转试验运转时间2小时注:1、静压试验合格后,推荐卸压空运转磨合2-3小时,待各部位正常后,转入运转试验。2、运转试验必须在静压试验合格后方可进行。3、在试验过程中,如发现有异常声响、压力下降或加压装置发生故障等不正常现象时,应立即停止试验,并查明原因。3、将安装好的机械密封在润滑盒内加入隔离流体,液面高出密封面30mm。4、静压试验:1)现将釜内的压力缓慢的升到0.1-0.2MPa,用肉眼观察机封润滑盒内泄漏气泡出现的方位;2)针对气泡的方位可通过静环压盖螺钉的紧和松来调节静环与动环的密合;3)一般的方法:紧气泡相对方向的螺钉,或者松气泡方位的螺钉。注意:这一调整工作必须仔细耐心,只能通过微量缓慢的调整,使气泡逐步减少达到要求;4)如仍达不到要求,应对釜内卸压,并把润滑盒内的密封液清理干净,启动传动系统对密封面进行干磨跑合2-3小时,已消除安装中产生密封端面和轴线不垂直的微量误差。注意:在跑合中操作人员不可离开,以防出现不正常情况的及时处理;5)经跑合后,应将润滑盒内进行清洗后加入清洁的密封液。5、静压试验,把釜内的压力升到0.4MPa,保压时间和泄漏量符合上表规定要求。6、运转试验,启动运转后缓慢地对釜内升压到0.4MPa,试验条件尽可能与生产条件一致,运转时间、泄漏量应符合上表规定要求,运行试验合格后即可投入正常使用。三、机械密封的润滑与冷却1、釜用机械密封适用温度是指密封腔内介质温度,当釜内介质温度高于机封适用温度时,应采取措施增设调温器对机封进行润滑冷却。2、单端面机封选用调温器的原则:当釜口温度t≤80℃时,直接利用机封润的润滑盒进行冷却、润滑即可;当釜口温度t>80℃时,配套调温器,通过冷却水循环来实现冷却;冷却水出口温度应≤60℃.四、使用及维护机机械密封的使用寿命,因使用条件、环境的等不同而异,与操作温度、工作压力、釜内物料、转速和密封液介质以及搅拌轴偏摆、震动、窜动等因素有密切关系。因此要提高机械密封的使用寿命,细心操作、精心维护保养是十分重要的。1、应注意釜用搅拌设备启动时,必须先缓慢升高循环保护系统压力,然后才可缓慢升高釜内压力,循环保护系统压力应始终高于釜内压力0.05-0.10MPa(至少不低于釜内压力)。2、注意:停车时应先停止搅拌传动系统,带釜内温度、压力降到常温常压后再关闭循环系统及冷却水。3、机械密封工作中应注意:保持润滑盒或循环系统所规定的液面位置,凡低于规定位置应予以补充,以防干磨(202F型除外),并保持密封泄漏液排出口畅通。4、开车时机封有轻微泄漏,可以稍等一段时间使其自行跑合调整,并随运转时间延长而逐渐减少时,表明随运转的继续能消除。5、如突然发生泄漏并持续不变,这通常表明是辅助密封圈损坏或异物进入密封面而密封面被破坏等原因,应加以处理。6、如发现尖啸声表明密封面处于供液不足产生干磨,应立即检查循环系统封液流量情况,但也不一定所有干磨都会有啸声。7、封液进出口温度应<60℃。8、当泄漏量超过允许值时,应检查并分析泄漏原因:1)封液是否有水垢、铁锈等固体杂质进入;2)轴的轴向窜动及径向摆动量是否超过规定值;3)转速、温度、压力及其他条件是否超过标准规定;4)循环系统是否正常工作,压力是否达到要求;5)冷却水是否畅通并起到冷却作用;6)流出的泄漏液是混浊黑色的,说明石墨环严重磨损。9、机械密封一般不宜轻易拆卸,除绝对必要时才可拆卸检查维修,但应由一定技术技能的维修人员进行。10、各种类型机械密封的拆卸和组装应按照各结构图进行,具体应做到:1)拆卸后的零件应清洗干净,并进行检查;2)检查动静环磨损情况,静环台阶高度一般为3mm,磨损后低于1mm时必须更换新件;3)动静环经检查还能使用,但密封面都必须重新研磨,研磨后的平面度应达到0.9μm,粗糙度Ra值硬环≤0.2μm,软环≤0.4μm;4)对所有的辅助密封圈(包括油封)凡老化、溶胀、损伤以及磨损的轴承都应更换新件;5)对修复组装后的机械密封应按照对应的安装程序及要点进行,并按规定进行调试试验。五、釜用机械密封辅助装置1、调温器:为改善搅拌轴支撑稳定性,降低密封腔的工作温度,提高使用性能。2、调温器类型:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wudizhidi
wudizhidi
本文标题:212机械密封安装
链接地址:https://www.777doc.com/doc-8405386 .html